Самостоятельная регулировка клапанов на популярных моделях тракторов мтз беларус
Содержание:
- Как Отрегулировать Клапана На Мтз 80
- Инструкция по затяжке болтов ГБЦ
- Регулировка клапанов д 240 своими руками
- Подготовка стягиваемой поверхности блока и головки
- Советы по притирке клапанов Д-245
- Устранение неисправностей головки цилиндров
- Регулировка на различных моделях двигателей
- Регулировка клапанов д 245
- Принцип действия системы зажигания
- Технические характеристики:
Как Отрегулировать Клапана На Мтз 80
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и принципиальная задачка при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти деяния позволяют сделать лучше работу мотора, уменьшить расход горючего, повысить мощность и КПД.
Почти все находится в зависимости от режима и критерий эксплуатации трактора. Высококачественная работа дизеля отражается на его долговечности и надёжности. При насыщенной эксплуатации движок и его составные части получают существенную нагрузку.
как отрегулировать клапана или зажигание на тракторе МТЗ 82 клапана ЯМЗ 236. Она отражается на геометрии многих деталей. Клапана и остальные элементы газораспределительного механизма подвергаются тепловой нагрузке (сильному нагреву), механическим и динамическим перегрузкам.
Вибрация, неизменное движение, перепады температуры.
работ
Весь смысл операции состоит в получении подходящих зазоров меж бойками коромысел и торцами стержней регулируемых клапанов. При всем этом следует точно подтянуть болты крепления цилиндров. Как заменить и отрегулировать рабочий цилиндр на Газель?.
Следует держать в голове, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) должна производиться в чёткие промежутки времени. Поначалу, конкретно после процедуры обкатки, а позже следующие 480 часов определенной эксплуатации.
Неважно какая разборка цилиндров в следующее время предполагает подобные деяния. Очевидным признаком критической опции может служить стук клапанов
Тогда создают внеплановую регулировку.
При ухудшении свойства работы мотора, возникновения задымлённости канителить с проверкой клапанов не стоит!
Очерёдность работ
При наличии простых технических способностей, познания устройства мотора, умения обращаться с обычным слесарным инвентарем, эту регулировку можно выполнить без помощи других. Но главное — строго соблюдать очерёдность действий.
Начинать регулировку нужно с изготовления доступности к крышке головки блока цилиндров. Регулировка клапанов МТЗ 80 проводится на тракторе МТЗ 80 после того, как он пройдет обкатку, а в дальнейшем, в процессе работы, после 500 часов его “наезда”.
При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
Основные моменты регулировки клапанов
ГРМ Двигателя Д-240 ТрактораМтЗ —80 /82.
Регулювання клапанів на МТЗ-80/82
Регулировка клапанов
двигателя д-240 тракторамтз —80 -82 а также смд14-21.
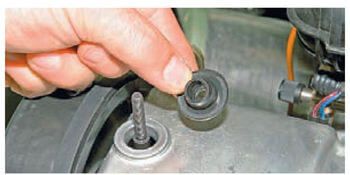
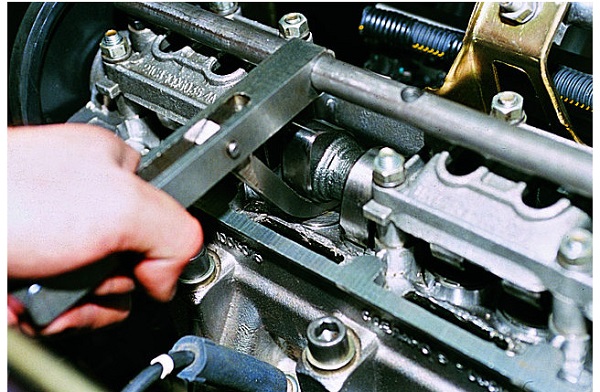
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины.
Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
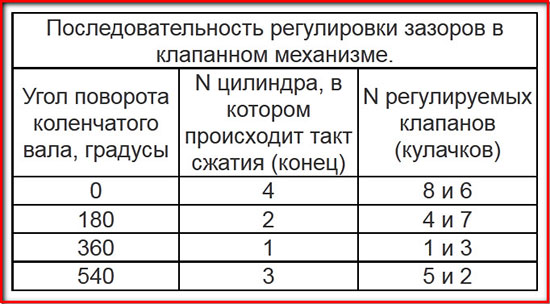
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Как отрегулировать клапана трактора МТЗ-80, перед регулировкой клапанов на прогретом. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение
Зазор клапанов МТЗ-82 на непрогретом двигателе должен Как отрегулировать клапана МТЗ-82
Закручивать крепёж важно на тёплом двигателе. Как отрегулировать карбюратор своими Как выставить обороты холостого хода на ВАЗ 2107
Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма.
Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
Инструкция по затяжке болтов ГБЦ
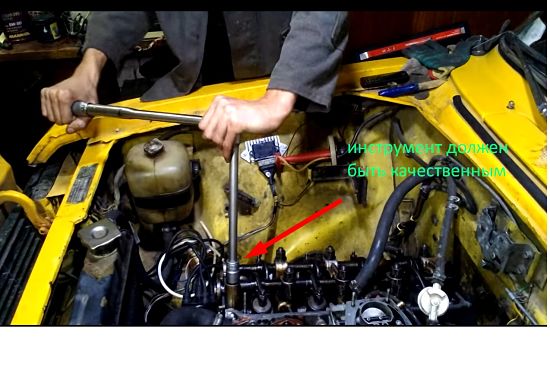
Как уже упоминалось выше, для затяжки головки блока цилиндров пользуемся исключительно динамометрическим ключом. Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.

Находящийся возле ручки динамометр показывает, какое усилие было применено при затяжке, а это требование должно быть выполнено точно. Допускается небольшое отклонение от требований, порядка 0,5 кг/м.
После того как взяли динамометрический ключ, запомните второе требование – порядок затяжки болтов (гаек) головки блока цилиндров. Порядок представляет собой определенную схему, которую нужно неукоснительно выполнять.
Первыми затягиваются центральные гайки (болты), а потом постепенно переходим к краю ГБЦ.
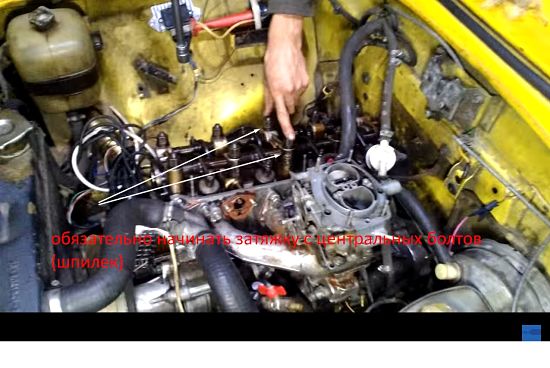
Существует несколько схем затяжки головки, и все они правильные. Главное — соблюдать «железное» правило: затягивать болты (гайки) парами от центра к краям. И не старайтесь сразу затягивать полностью, так можно перекосить головку. Затяжку проводите в три этапа: сначала болты (гайки) слегка подтяните, потом сильно подтяните, а затем окончательно сильно затяните. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).

После этого окончательно затяните ГБЦ, и мотор можно эксплуатировать. Динамометрический ключ выставляется в максимальное положение, которого требует руководство по ремонту данного автомобиля.
Важно! После щелчков, при окончательной затяжке, тянуть болты (гайки) дальше нельзя! Это приведёт к срыву резьбы
После затяжки головки блока цилиндров дайте ей «отстояться». Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Дело в том, что прокладка, которая ставится между головкой блока цилиндров и самим блоком двигателя, имеет свойство «усаживаться», т. е заполнять неровности и канавки, которые есть на поверхностях ГБЦ и блока, хотя невооруженным глазом они не заметны. Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
Головка блока цилиндра или ГБЦ– одна из важнейших частей двигателя. И во время ремонта двигателя часто приходится проводить замену её прокладки. Я считаю, что правильная замена данной автозапчасти предполагает непременную замену штифтов ГБЦ. О том, для чего нужно сделать затяжение, как определить её момент, о схемах затяжения болтов головки блока цилиндров и об общих правилах затяжения я расскажу далее в статье.
Прежде чем начать работу, давайте ознакомимся, что собой представляет данный механизм. Материалами для производства гбц могут быть: легированный чугун или алюминиевый сплав. Это крышка, которая закрывает цилиндры. Выполняет следующие функции:
- Защитную. Она защищает блок цилиндров;
- В гбц предусмотрены полости для: втулок клапанов, опорных шайб клапанных пружин, для крепления впускного и выпускного коллекторов;
- В передней её части расположено отверстие для размещения натяжителя цепи и привода распредвала;
- Имеются резьбовые отверстия для свечей зажигания.
Затяжку болтов головки блока цилиндров нужно проводить для того, чтобы предотвратить образование мокроты на месте соединения рассматриваемых элементов. Происходит это, как правило, по причине утечки масла.
Регулировка клапанов д 240 своими руками
Регулировка клапанов д 240 станет более простой, если сначала разобраться с их назначением и устройством.
Клапаны – это чрезвычайно важные элементы в двигателе, которые отвечают за впуск воздуха в цилиндры. Через них также выводятся наружу продукты сгорания.
Оба клапана, впускной и выпускной, производятся из стальных сплавов, устойчивых к высоким температурам. Та часть клапана, которая отвечает за уплотнение, выполнена из никелевых сплавов. Тарелка выпускного клапана всего на 6 миллиметров меньше, чем тарелка клапана впускного. Сами эти устройства находятся во втулках, выполненных из нескольких металлов. Они плотно закреплены на головке блока цилиндров в движке.
Прижимаются клапаны с помощью пружин. В холодном двигателе зазоры клапанов не должны превышать 0,25 мм.
Регулировка клапанов д 240 своими руками
И так к работе…
В идеале, регулировку клапанов нужно проводить через каждые 20 суток (480 ч) работы двигателя. Порядок действий при регулировке всегда одинаков.
Для начала нужно снять колпак, расположенный на крышке головки блока цилиндров.
После этого нужно убедиться, что крепления стоек валика коромысел достаточно хорошо затянуты. Поршень в первом цилиндре нужно перевести в положение, соответствующее верхней мертвой точки.
Когда это будет сделано, необходимо закрыть впускной и выпускной клапаны. Получив полный доступ к клапанам необходимо открутить контргайку на креплении коромысла того клапана, который следует отрегулировать, однако снимать его не следует – достаточно ослабить.
- После этого можно будет отрегулировать зазор, используя винт, измерить размер зазора можно с помощью щупа. Завершив регулирование, нужно собрать устройство в обратном порядке, убедившись, что при сборке зазор не изменился.
- Когда производится регулировка клапанов д 240, необходимо помнить о том, что данную процедуру следует производить в строгой последовательности. Она полностью соответствует тому порядку, в котором работают дизельные двигатели – 1-3-4-2. Проворачивая коленчатый вал на пол-оборота по часовой стрелке, можно работать с еще не отрегулированными клапанами. После того, как процедура будет завершена, необходимо проверить работу клапанов, запустив двигателей.
Регулировки дизеля мтз.
| Давление масла в системе смазки на прогретом дизеле при номинальной частоте вращения коленчатого вала, кг/см2, (МПа) | 2,0-3,0(0,2-0,3) |
| Прогиб ветви ремня вентилятора, расположенной между шкивами генератора и коленчатого вала, при нажатии с усилием 4 кгс (40 Н), мм | 15-20 |
| Рекомендуемая температура охлаждающей дизель жидкости (тепловой режим), град | 75-95 |
| Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеля, мм | 0,25-0,30 |
| Давление начала впрыска топлива форсункой (давление начала подъёма иглы распылителя), кгс*см2(МПа) | ФД-22 175+5(17,5+0,5)
ФД-22М 178+7(17,8+0,7) |
| Угол опережения подачи топлива топливным насосом (номинальный до ВМТ), град | 23-25
20 (с топл. насосом НД-21/4) |
| Момент затяжки, кгс*м (Н*м): | |
| болтов коренных подшипников | 20-22 (200-220) |
| болтов крепления головки цилиндров | 19-21 (190-210) |
| гаек крепления головки цилиндров Д-240 | 18-20 (180-200) |
| гаек шатунных подшипников | 16-18 (160-180) |
| болтов крепления маховика | 18-20 (180-200) |
| болта шкива коленчатого вала | 10,5424-28 (240-280) |
| болтов крепления противовесов коленчатого вала | 12-14 (120-140) |
| болтов крепления форсунок | 2-2,5 (20-25) |
traktormtz80.narod.ru
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.

Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны. Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке: -обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -снимите фаску на нижней части седел клапанов под углом 75°; -снимите фаску на верхней части седел клапанов под углом 15°.
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929. Клапаны, у которых обнаружена деформация стержня, замените. Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм. При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
Рис. 6. Замер отверстия направляющей втулки клапана.
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
Порядок настройки:

Регулировка двигателей.
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Регулировка клапанов д 245
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Характеристики
Прежде чем изучать регулировку клапанов в Д-245 учитывайте его тех. параметры:
- Производитель – ММЗ.
- Тип – четырехтактный дизельный мотор 4 цилиндра.
- Подача топливной смеси – впрыск.
- Цилиндр диаметром – 110 мм.
- Перемещение поршня – 125 мм.
- Компрессия – 15,1.
- Объем – 4,75 л.
- Охлаждение – жидкостное.
- Оборотистость – 2200 вращений/мин. Средний расход топлива составляет около 230 г/кВтч.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245
оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока.
Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана. После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега.
Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами.
Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате.
После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
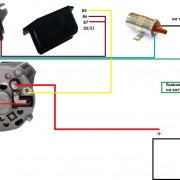
Принцип действия системы зажигания
Система зажигания используется для надёжного и своевременного поджига горючей смеси, поступающей внутрь цилиндра. Состоит она из магнето, свечи зажигания искрового типа и провода под высоким напряжением.
Принцип функционирования данного элемента достаточно прост и надёжен одновременно – рабочая смесь при поступлении в цилиндр пускового двигателя воспламеняется посредством электрозаряда, формируемого между двумя электродами на зажигательной свечи. Для максимально качественного заряда требуется довольно высокое напряжение, примерно в 10-15 кВ, которое создаётся в особом приборе – магнето, совмещающем в себе целый ряд функций – прерывателя, генератора переменного тока и трансформатора.
Технические характеристики:
- двигатель: 2-цилиндровый, 4-тактный
- топливный бак: 130 л
- мощность двигателя: 81 л. с.
- система охлаждения: воздушная
- габаритные размеры (высота/ширина/длина): 2780х1970х3850 мм
- дорожный просвет: 465 мм
- расход топлива: 220 г/кВт в час
- скорость: 34,3 км/ч
- вес: 3,77 тонны
- грузоподъемность: 3,2 тонны
- КПП: механическая
- количество передач: 18 вперед и 4 назад
- радиус поворота: 4,1 м
Что касается трансмиссии, то на этот колесный трактор устанавливают коробку передач ступенчатого типа. Также в агрегате есть блокировка дифференциала на переднем мосте. Схема переключения передач имеет такой вид:
Стоит отметить, что КПП отвечает не только за переключение передач, но и за нормальную работу всего навесного оборудования. Для этого случая предусмотрен ВОМ. Над главной шестерней редуктора находится система разбрызгивания смазки.
МТЗ-82 оборудован гидросистемой раздельно-агрегатного типа, которая состоит из:
- насоса;
- гидрораспределителя;
- гидроцилиндра.
Для запуска движка с помощью электростартера за кабиной трактора, в специальном отсеке установленные 2 аккумулятора, которые последовательно соединены между собой. Такой агрегат легко агрегатируется с различным навесным оборудованием. Трактор может быть оснащен ковшом, плугом, отвалом, щетками или лопатой для уборки снега, фрезой для обработки почвы, КУНом, прицепом и другими навесами. Многие умельцы конструируют дополнительное оборудование своими руками. Главное при подготовке к такой работе – это четкий чертеж со всеми размерами каждой детали и наличие всех инструментов и запчастей.