Порядок хромирования в домашних условиях
Содержание:
- Особенности хромирования
- Общие сведения
- Характеристики хромированных труб
- Хромирование деталей: поэтапная инструкция
- Как готовить электролит
- Что нужно учесть
- Защитно-декоративное хромирование
- Обработка посредством напыления
- Методика хромирования металла своими руками
- Сферы применения хромированных поверхностей
Особенности хромирования
Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях
Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает. В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям. Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.
Общие сведения
Толщина слоя покрытия обычно невелика — от 0,2 до 0,8 миллиметров (хотя встречаются изделия и с более толстым слоем). Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Покрыть хромом можно посуду, украшения, детали автомобиля или мотоцикла, мебель. Помимо этого хромирование деталей и пластика выполняет следующие важные функции:
- Термическая и механическая защита. Хром обладает плотной структурой и очень высокой температурой плавления. Поэтому при нагреве его химико-физические структура не изменяется. При механическом ударе вещество также сохраняет свою структуру, поэтому хромированные детали обладают более высокой механической устойчивостью.
- Антикоррозийная защита. С химической точки зрения хром является инертным веществом. При нормальных условиях он не вступает в контакт с водой и атмосферным воздухом. Поэтому изделия с хромовым покрытием не покрываются коррозией длительное время. С кислотами, щелочами и солями хром также вступает в химические реакции неохотно.
- Восстановление прочности запчасти. В случае длительной эксплуатации в запчастях появляются небольшие трещины и углубления, что негативно сказывается на их прочности, надежности. Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.
- Защита от грязи и повышение отражательной способности. Хромовое покрытие надежно защищает деталь от грязи, пыли и органического мусора. Люди покрывает запчасти своих ТС, чтобы их транспорт был лучше виден в темноте (покрываются обычно диски, отдельные детали или весь кузов целиком).

Характеристики хромированных труб
Хромированные трубы имеют свой ГОСТ, сортамент и размерную таблицу по диаметру и длине. Форма – не только круглая, нередко используется хромированная труба квадратная или овальная. Внешний облик – матовые, блестящие, цветные трубы. Функционал – каркас или основа различных изделий (от пилона и барной стойки до разборных торговых витрин и медицинских кроватей). Хромированные изделия – не только трубы, но и всевозможные комплектующие к ним (фурнитура и фитинги). Основная классификация – по диаметру (внутреннее и внешнее сечение, разница определяет толщину и функционал хромированных изделий).
Хромированные трубы часто украшают автомобили и мотоциклы
Мебельные трубы с хромированной поверхностью выпускаются с диаметром на 10, 16, 25, 32, 40 и 50мм. Из них производят:
- вешалки;
- перила металлических и двухуровневых кроватей;
- ножки и каркас столов, стульев, банкеток, кресел и диванов;
- сидения для залов ожидания вокзалов и пр.
- крепления для стеклянных витрин и полок;
- дверные ручки;
- узловые опоры, держатели и кронштейны;
- уголки для мебели на основе фанеры, древесины и ДСП;
- фитинги и муфты для сочленения труб (не только хромированных).
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Как готовить электролит
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная H2SO4 – 2,5.
Методика приготовления
- Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
- Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить H2SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Что нужно учесть
Помещение
Если захочется произвести хромировку бампера, дисков колес, то балкона явно не хватит. Понадобится отдельное, просторное помещение.
Подготовительные мероприятия
Во-первых, чтобы качественно отполировать металл, нужно иметь определенные навыки.
Во-вторых, многие ли могут похвастать знанием химии, в частности, специфики процесса электролиза? Кто сможет правильно подобрать долевое соотношение всех ингредиентов? А ведь точность – залог качества.
В-третьих, где взять необходимые материалы? Кислоту еще купить можно, а как быть с ангидридом? Это вещество продается только юрлицам, а зайти купить его «просто так», как «зеленку» или батон хлеба – не получится. Следовательно, придется искать по знакомым. Хорошо, если такие найдутся. Кстати, и H2SO4 должна быть ЧИСТОЙ, а не той, что продается для АКБ.
В-четвертых, сможет ли «самодеятельный» мастер выдержать необходимый «токовый» режим во время приготовления раствора?
Если хотя бы один из пунктов подготовки не будет выполнен с надлежащей точностью, все остальное – «мартышкин» труд.
Оборудование
- В первую очередь – источник питания. Нетрудно подсчитать, что на емкость в 3 л понадобится ток 18 А. А сколько нужно будет для обработки, к примеру, колесного диска? Не менее 30. Ясно, что «зарядник» для АКБ не подходит – с ним получится хромировать только мелкие «детальки».
- Емкость. Вряд ли на 3, даже 5 л будет достаточно. Причем их понадобится несколько.
Технология
Главная трудность при хромировании – непостоянство концентрации всех ингредиентов. Как осуществлять контроль? Здесь нужна профессиональная подготовка.
Уважаемые Читатели! Информация более чем исчерпывающая. А заняться или нет самостоятельной хромировкой, решайте сами.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
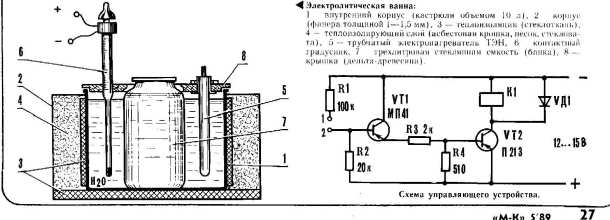
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Защитно-декоративное хромирование
Как сказано ранее защитно-декоративное хромирование предназначено для придания изделиям красивого внешнего вида – блестящей металлической поверхности и повышению коррозионной стойкости.
Широкое применение защитно-декоративное хромирование находит в автомобильной промышленности. Трудно представить себе классический автомобиль или классический чоппер без хромированных деталей интерьера или экстерьера. В современных автомобилях количество хрома значительно меньше, но почти все мастерские по тюнингу предлагают достаточно востребованные услуги по нанесению хромового покрытия на различные элементы автомобилей или мотоциклов. Множество мастерских занимаются хромированием автомобильных дисков, многие предлагают услуги по восстановлению изношенных деталей автомобилей и мотоциклов, придания им первоначального красивого внешнего вида. Если применять твердое хромирование, то время службы отдельных деталей и узлов может быть значительно увеличена (твердость хромового покрытия значительно выше твердости стали). Довольно распространено нанесение хромовых покрытий химическим способом, но только при электролитическом хромировании возможно получить покрытие, которое не только выглядит привлекательно, но и обладает повышенной стойкостью к воздействию агрессивной среды (грязь, песок, реагенты) и к постоянным механическим воздействиям.
 |
 |
 |
Еще одной сферой применения декоративного хромирования является изготовление торгового, рекламного и выставочного оборудования. В качестве примера можно привести хромирование металлических торговых корзин, тележек или подвесов – изделия получают значительно более высокие эксплуатационные и декоративные характеристики по сравнению с оцинкованными. Повышенная цена по сравнению с оцинкованными изделиями (примерно на 30-50%) нивелируется значительным увеличением срока службы, а при изготовлении выставочного оборудования привлекательный, яркий внешний вид зачастую становится основным критерием в выборе покрытия.
Для получения качественного защитно-декоративного покрытия на сталь сначала осаждают медь и никель, и только потом непосредственно хром. Каждый слой перед нанесением следующего должен быть отполирован. Слой меди осаждают до получения покрытия толщиной 10-15 мк при этом необходимо обеспечить припуск на полировку толщиной примерно 3 мк, при толщине слоя меди выше 15 мк припуск должен быть не менее 7 мк. Слой никеля толщиной 15 мк должен иметь припуск от 2 до 5 мк. Возможно нанесение хрома непосредственно на поверхность стали, при этом толщина слоя должна составлять не менее 40 мк.
Изделия из цветных металлов – меди или латуни перед хромированием покрывают слоем никеля. Если эксплуатация таких изделий не предусматривает интенсивного механического воздействия на их поверхность, то возможно нанесение слоя хрома непосредственно на металл.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Гальваническое хромирование применяется:
cached
Восстановление исходных размеров изношенных частей и деталей
donut_small
Увеличение отражательной способности зеркал, прожекторов и отражателей
all_out
Защитно-декоративная отделка деталей из металла, когда на матовое хромовое покрытие наносится на подслой меди и никеля
settings
Покрытие поверхностей деталей и пар трения, которые подвергаются регулярному механическому воздействию (поршневые кольца, подшипники, штампы) для улучшения их износостойкости
Сферы применения хромированных поверхностей
Самый распространенный формат – хромированные «мебельные» трубы для ножек и каркасов сечением 25 мм. Меньший диаметр – это тонкие трубки, используемые для фурнитуры. А более толстые хромированные трубы – это всевозможные опоры, барные стойки, лестницы и др.
- Коммерческое оборудование для торговых залов:
- стеллажи и полки;
- тележки для товаров;
- выставочные стенды;
- лестничные перила;
- дизайнерские инсталляции;
- мобильные торговые и аптечные витрины из стекла и хромированных труб с крепежом типа «джокер».
- Сантехническое оборудование:
- полотенцесушители;
- стеклянные полочки на хромированных кронштейнах;
- краны и смесители, сифоны;
- опоры для раковин и умывальников в стиле хай-тек или техно.
- Оборудование:
- морозильные камеры (транспортировка фреона);
- кондиционеры (выводящая труба);
- пароводяное оснащение.

Данные изделия также пригодны для подачи различных жидкостей в разнообразных приборах и агрегатах бытового и промышленного назначения
- Бытовая техника:
- хромированные трубы пылесосов;
- трубки в электрочайниках;
- детали газовых и электрических плит.
- Автомобилестроение:
- выхлопные трубы;
- пороги, отделка;
- трубки моторов и других систем.