Стяжки для пружин амортизаторов
Содержание:
- Стяжка пружин амортизаторов своими руками просто и реально
- Ремонт стартера бензобура, бензокосы, триммера своими руками
- Используемое оборудование и оснастка
- Как сделать пружину в домашних условиях своими руками
- Как сделать пружину для рыбалки
- Как закалить пружину
- Как восстановить растянутую пружину
- Какие материалы можно использовать
- Технология изготовления пружин и требования к ним
- Съемник своими руками
- Методика закалки
- Как правильно закалить пружину? — Металлы, оборудование, инструкции
Стяжка пружин амортизаторов своими руками просто и реально
Довольно часто случается так, что амортизаторы на автомобиле изнашиваются или выходят из строя. Это не удивительно, а причин таким последствиям может быть множество. В таком случае каждый владелец машины сталкивается с рядом неприятностей и единственным их решением может быть замена амортизаторов.
Провести ее можно в сервисном центре или у себя в гараже, однако для этого понадобится стяжка пружин (некоторые называют их спиралями амортизатора), для которых нужен специальный съемник, а также некоторые знания и умения.
Амортизатор
Как устроен амортизатор
Обязательной составляющей каждого амортизатора является пружина.
Существуют сейчас всевозможные прогрессивные виды данного механизма такие как, масляные или пневматические, однако в конструкцию каждого из них входит все тот же спиральный элемент, помогающий удерживать заданный уровень автомобиля над землей, а также облегчающий работу при нагрузке на само амортизирующее устройство.
Довольно часто случается так, что амортизатор находится в полном порядке, в то время как пружинящий элемент износился, потерял необходимую жесткость или вовсе лопнул. В таком случае нужна ее срочная замена, которую возможно провести своими руками только имею съемник.
Существует обратная сторона медали, когда с пружиной все в полном порядке, а нужно провести ремонтные работы с самим амортизатором, в этом случае съемник будет незаменим.
Что такое съемник
Съемник, это специальное устройство, которое позволяется проводить сжатие пружин амортизаторов, чтобы в дальнейшем можно было продолжать ремонтные работы.
Вариаций данного устройства существует масса, однако самый распространенный съемник для пружин – это две металлические рейки с нарезанной по всей их длине резьбой и закрепленные по обе стороны крюки, которые при повороте идут навстречу друг другу. Т.е.
когда нужно проводить сжатие пружин, достаточно просто проворачивать рейку, а закрепленные крюки будут стягивать пружину.
Существует еще более упрощенный метод съемника – ременной. В таком случае используются две “лягушки” с заправленными в них прочными тканевыми ремнями.
Ремни прокидываются на верхний и нижний виток пружин, далее владелец авто начинает работать “лягушками”, нажимая на каждую поочередно.
Впоследствии этих действий ремни натягиваются, и “спираль” начинает стягиваться, после чего можно проводить ремонтные работы.
Процесс стяжки пружин
начнем с того, что описанные выше съемники не единственные в своем роде, бывают еще несколько конфигураций этого устройство, его также можно сделать своими руками или просто купить. Однако без него стяжка будет сущим кошмаром и практически невыполнимым заданием.
Приступая же к выполнению этой операции необходимо, прежде всего, снять стойку с амортизатором, предварительно поставив автомобиль на домкрат и надежно его зафиксировав.
Далее съемник крепится на верхний и нижний виток пружин, и начинается работа руками. В зависимости от того, каков принцип работы вашего съемника, вы будете либо вращать какой-то его элемент, либо как в случае с “лягушкой” поочередно работать двумя педальками.
На этом стяжку можно считать завершенной, главное, что нужно помнить, это не стоит сжимать пружину полностью, повышая риск поломки, как самой пружины, так и приспособления для сжатия. Достаточно просто высвободить нужный вам элемент от давления и провести ремонт или замену амортизирующего механизма.
Что касается использования съемника, тот он призван облегчить весь процесс ремонта, ведь без него пришлось бы не только фиксировать стойку тисками, но еще и прилагать огромные усилия для сжатия пружин, нужно было бы, чтобы их кто-то держал, пока вы занимаетесь всем механизмом и т.д.
К тому же, используя данное приспособление, вы делаете процесс ремонта безопасным для себя, практически, исключая шанс срыва пружины.
Вывод
Процесс стяжки пружин амортизатора это та мера, с которой сталкивается каждый водитель, пожелавший провести ремонт амортизаторов своими руками, а не везти своего “железного коня” в автосервис.
Однако без съемника провести данную операцию не то чтобы совсем невозможен, но она будет сопровождаться массой сложностей и достаточно высоким риском для человека.
Если же использовать столь простое и не дорогое приспособление для стяжки, риск сразу же сводиться к минимуму, а сам процесс работы становится легким и быстрым.
Ремонт стартера бензобура, бензокосы, триммера своими руками
Каким бы качественным бензиновым инструментом вы ни пользовались, в процессе строительства с ним может случиться всякое, причем в самый неподходящий для этого момент. Нередко проблемы возникают из-за поломки стартера. Бывает, соберешься пробурить бензобуром лунки для установки столбов ограждения или скосить триммером траву, начнешь запускать агрегат, и только успеешь пару раз дернуть ручку стартера, как веревка обрывается, а успевший уже завестись движок, лихо наматывая остатки шнура на маховик, срывает шкив, пружинка лопается — беги в магазин новую покупай. Но это, конечно, крайности.
Мы же сегодня рассмотрим наиболее распространенный случай, когда поломка не столь серьезна и покажем, как выполнить ремонт стартера своими руками, если шнур оборвался без каких-либо разрушающих последствий или не сматывается из-за того, что пружина внутри просто слетела, вышла из зацепления. По крайней мере, изначально хочется в это верить. Но для того, чтобы узнать так это или нет, потребуется разобрать стартер.
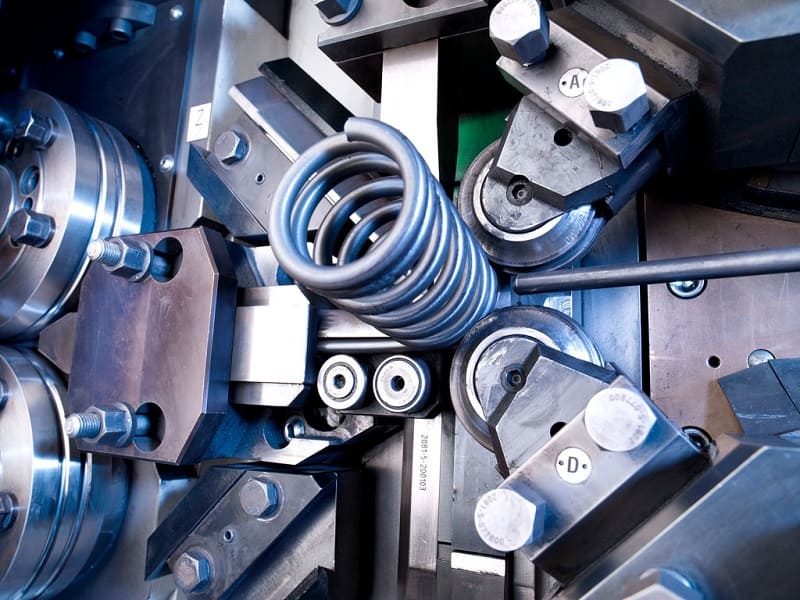
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Для намотки небольшой пружины можно использовать шуруповерт
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку.
Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Как сделать пружину для рыбалки
Благодаря этой простой, но очень удобной детали, поклевка не заставит себя ждать. Такие нередко используются для силиконовых приманок.

С чего начать работу:
- Разумеется, с наматывания подходящей проволоки на избранное в качестве шаблона приспособление.

Концовку проволоки будет удобнее прижать плоскогубцами к шаблону, вокруг которого идет обмотка. Количество витков зависит от размеров изготавливаемого приспособления. Обычно вполне достаточно от семи до двенадцати витков.
Придав пружине нужную величину, стоит теперь озадачиться приданием необходимой формы.
Сделать пружину бочкообразной не так уж сложно. Достаточно только увеличить витки, стоящие по центру. И постепенно уменьшать диаметр тех витков, что расположены по краям.
Теперь внутрь пружинки можно вставить трубочку, которая обеспечит свободное перемещение лески при поклевке. Для этих целей можно задействовать стержень из пластика либо металла.
Самые крайние витки зажимают трубочку. Если внутрь вставлен металл, то лучше добавить к нему кусочек изоляции от электропровода.
Подобные пружины пользуются популярностью для рыбалки. А благодаря плоскогубцам, работу выполнять куда проще. А излишки металла удаляются кусачками.
Создавая собственными руками подобные изделия, достаточно придерживаться простейших рекомендаций от профессионалов:
- Проволока обязательно должна быть ровной. Если пружина изготавливается из старого материала, проволоку обязательно необходимо выровнять.
Пруток должен быть чистым от ржавчины и прочей грязи. Для этого подойдет раствор соды либо магазинные вещества – бытовая химия для снятия ржавчины и растворения масел.
Вытирать проволоку после чистки рекомендуется не тканью, а опилками.
Сталь диаметром больше пары миллиметров, перед тем как намотать, необходимо обжечь докрасна (в районе 400 градусов по Цельсию), а затем – охладить на открытом воздухе.
В ходе намотки требуется внимательно контролировать расположение витков по отношению друг к другу.
Дома закалить пружины можно сразу несколькими вариантами: в печке, посредством газовой горелки и на костре. Нагреваться сталь должна почти до 900 градусов.
Как закалить пружину
Вам понадобится
- — карандаш;
- — линейка;
- — резинка;
- — циркуль;
- — калькулятор;
- — бумага.
Инструкция
В большинстве случаев используются цилиндрические винтовые пружины с круглым сечением. Такие пружины, как правило, имеют стандартные размеры. Изображение выполняется в реальных размерах или в уменьшенном либо увеличенном виде, что обязательно указывается в специальной графе «Масштаб». Схематическое изображение пружин применяется только на сборочных чертежах. Все эти моменты обязательно учтите на этапе подготовительных работ, предшествующих построению чертежа пружины. Чтобы отметить центрирование пружины сжатия, на ее концах изобразите опорные поверхности (в большинстве случаев пружины имеют полтора опорных витка). Однако для того, чтобы правильно построить чертеж пружины, нужно знать ее основные параметры: наружный диаметр, количество витков, диаметр проволоки и шаг витков.
Количество рабочих витков округлите до величины, которая кратна 0,5. Длину пружины рассчитайте по формуле: H0 = n*t + d, где n – число витков, t – шаг витков, а d – диаметр проволоки.
Найдите полное число витков по следующей формуле: n1 = n + 1,5 (эта формула учитывает полуторный опорный виток).
Длину пружины с зацепом рассчитайте по формуле: H0′ = H0 + 2*(D — d). Затем найдите радиус изгиба, обознающийся буквой R: R = (D + 2*d)/2.
На чертеже пружину изобразите в свободном состоянии, то есть, исходя из того условия, что изображаемая деталь не испытывает давления извне. Чертеж на листе должен располагаться горизонтально.
Контур витков чертите упрощенно прямыми линиями.
Разрез винтовых пружин изображайте сечением витков, причем, если толщина сечения витка меньше двух миллиметров, то сечение каждого витка при изображении пружины в разрезе полностью заливайте темным цветом, если же толщина сечения витка меньше 1 мм, то изображайте сечение схематически.
Видео по теме
Обратите внимание
При построении чертежа пружины будьте предельно внимательны: ориентируйтесь на расчетные величины.
Полезный совет
Сначала все линии стройте тонко, а затем, на завершающем этапе построения чертежа, обведите все основные линии.
Условное изображение пружин в 2017
www.kakprosto.ru
Как восстановить растянутую пружину
Для обеспечения комфорта и мягкости хода на автомобиле кроме амортизаторов применяются пружины, которые часто выходят из строя, несмотря на простую конструкцию. Довольно часто усталость пружин обнаруживается случайно, например, при нагрузке машины больше чем обычно, когда пружины проседают и машина начинает касаться днищем дороги. Для решения этой проблемы есть несколько путей. Конечно, самый простой заключается в установке новых пружин, которые служат дольше и доставляют меньше проблем. Но этот способ нельзя назвать самым дешевым, поэтому многие просто занимаются реанимированием старых пружин. Существуют два способа, используемых для восстановления старых пружин: термомеханический и электромеханический. Нужно оговориться, что восстановление пружин — это сложное дело, требующее много сил, терпения и, конечно, наличия специального оборудования.
Для реставрации термомеханическим способом нужно больше времени, навыков и умений. Сначала пружина устанавливается в тисках и сжимается так плотно, чтобы произошло соприкосновение витков между собой. Далее через нее подается электричество, от 200 до 400 А, в течение 20 секунд. Нужно, чтобы металл нагрелся до 850 градусов и начал краснеть. После нагрева просевшей пружины до требуемой температуры, прекращается подача тока и начинается медленное разжимание тисков. После ее удлинения до предела надо позаботиться о фиксации ее торцевых окончаний, после чего требуется еще ее немного растянуть на 20-30%. На выполнение этой процедуры должно уйти не более 30 секунд. После завершения этой операции пружина должна быть закалена, путем помещения в ванну с маслом. Лучше всего для этих целей подходит масло серии АС-8
Пружиной обеспечивается не только комфорт, она играет важное значение для формирования клиренса. Если требуется сделать свое авто более проходимым, можно поставить между пружиной и кузовом авто проставку, тем самым добавляя несколько сантиметров клиренсу
Но нужно помнить, что при любом вмешательстве в конструкцию машины могут произойти неприятности. Поэтому при изменении клиренса, замене пружины или чего-нибудь подобного, что избежать неприятностей при поездках, требуется посетить СТО для того, чтобы специалисты проверили подвеску и настроили развал-схождение.

Даже когда машина стоит, пружины подвески находятся под постоянной нагрузкой. Со временем, пружины “устают” и проседают. Это называется — старение. В структуре металла, начинает расти усталостное напряжение, которое рано или поздно ведёт к образованию усталостных микротрещин. А они, перерастают в трещины. Когда это произойдёт (облом витков) через 5 лет или через 10 — предугадать невозможно! Пружина не сообщает про образование микротрещин. Но если клиренс машины уменьшился, это говорит о том, что в пружинах уже образовалось усталостное напряжение. И чем ниже проседают пружины, тем больше вероятность образования микротрещин. Пружина с микротрещинами обречена и её уже не “вылечить”.Но если в пружине ещё нет усталостных микротрещин, то само по себе усталостное напряжение структуры металла можно снять термической обработкой. Это называется — нормализация. При этом, пружине можно придать новую длину, т.е. растянуть. В этом случае и машина подымется и пружина обретёт “вторую жизнь”, т.к. снимется усталостное напряжение.
Для тех, кто считает что это НЕ РЕАЛЬНО, ссылка на статью, с сайта завода, по производству пружин:www.chelmash.com/files/pressa/33.htmи выдержка с этой статьи, непосредственно про НОРМАЛИЗАЦИЮ…









Какие материалы можно использовать
Основу выбирают с учетом нескольких требований:
- упругость;
- мягкость;
- экологичность;
- воздухопроницаемость;
- быстрое восстановление формы.
Такими характеристиками обладают несколько материалов, среди которых самые популярные:
- пенополиуретан;
- кокосовая койра;
- латекс;
- мемори.
Для беспружинных матрасов
Пенополиуретан (ППУ) для матрасов имеет много разновидностей, которые между собой отличаются эластичностью, жесткостью, плотностью. Узнать характеристики можно, прочитав маркировку на нем:
- 2 латинские буквы обозначают марку;
- 2 следующие цифры – плотность;
- 2 последние цифры – жесткость.
Существует 5 марок пенополиуретана:
- HS – поролон повышенной мягкости, низкой упругости, для основы не подходит.
- ST – стандартный. Плотность 25 кг/куб. м. Можно использовать для детских изделий, для матрасов подходит мало.
- EL – материал повышенной жесткости, способный выдержать до 100 кг. ППУ средней стоимости служит около 5 лет, а пенополиуретан премиум-класса более долговечный, износостойкий.
- HR и VE – высокоэластичный материал, используют для изготовления мебели. Эту основу рекомендуют для матрасов, ведь она поддерживает тело в правильном положении, воздухопроницаемая, достаточно мягкая, эластичная.
Кокосовая койра – довольно жесткий материал, который используют для повышения твердости матрасов, сделанных своими руками. В сочетании с латексом образует изделия повышенной комфортности. Беспружинные изделия из чередующихся материалов называют «сэндвичами.
Изделия из чистой кокосовой койры очень жесткие, поэтому используются редко. Их может назначить врач для исправления осанки, после операций на позвоночнике или при других заболеваниях. Для создания основы для кровати своими руками, достаточно уложить слоями, не толще 20 см, кокосовую койру, надеть чехол.
Для пружинных матрасов
Латекс – эластомер, относится к природным материалам. Он обладает достаточной упругостью, жесткостью, поэтому используется для смягчения давления пружинного блока на тело. Он не впитывает влагу, отлично пропускает воздух, быстро возвращает исходную форму после физических нагрузок.
Мемори – вязкий, эластичный пенополиуретан с открытыми ячейками. Благодаря им материал «запоминает» нагрузки на короткое время. Он пропускает воздух, не выделяет токсические вещества, хоть и является искусственным. Мемори меняет степень мягкости в зависимости от интенсивности нагрузки, не оказывает давления на тело.
Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
— Правильном выборе материала.
— Грамотно проведенных расчетах.
— Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности
Съемник своими руками
Те, кто привык проводить ремонт автомобиля своими силами, знает сам как сделать стяжки пружин амортизаторов. Для кого этот опыт новый и сталкивается с ним впервые, мы, на примере поэтапных работ с использованием фото, расскажем, как соорудить съемник для пружин своими руками.
В интернете, или на автомобильном форуме, можно найти информацию о том, как сделать съёмник пружин. Также найти чертёж съёмника пружин амортизатора.
Хотя, это не обязательно. Конструкция довольно-таки простая. Нужно только под рукой иметь необходимые инструменты для изготовления приспособления стяжки пружин амортизаторов.
Необходимо подготовить инструмент и приспособления:
- Сварочный аппарат или «болгарку».
- Тиски.
- Набор ключей.
- Солидол.
- Комплект электродов.
Изготовить стяжку пружин в гараже несложно. Для этого понадобится всего несколько часов работы.
Берётся обыкновенный кусок металлической трубы и режется на 4 части. Длина каждого куска 40 мм. Вырезается ¼ часть.
Отдельные детали конструкции нужно зажать в тиски.
Используя молоток, выравниваем один край, как показано на фото.
В результате манипуляций должны получиться 4 крюка.
Далее, выбираем уголок нужного размера.
Разрезаем на 4 куска. Они должны быть на 10 мм больше, чем крючки.
На одной стенке уголка, как показано на фото, сверлится отверстие под резьбовой стержень. Ориентировочный размер 14 мм
Важно, чтобы его ход сквозь отверстие был свободным
Сварив воедино крючки и уголки, мы получим готовые изделия: кронштейны.
Затем кронштейны подбираются с помощью трубы, диаметр которой должен быть 16,5 мм.
Обязательно резьбовые штанги диаметром 16 мм смазывается солидолом. Это даёт возможность избежать быстрого выхода из строя гайки. Точнее, её резьбы.
Далее отрезаются куски трубы и привариваются. На данном этапе используем сварку.
Вот, что получается на выходе: готовое изделие для стяжки пружины.
Вот и рассмотрен вопрос, как изготовить стяжки пружин амортизаторов своими руками, которые можно использовать в рабочем процессе на передней и задней оси транспортного средства.
Методика закалки
Проще говоря, технология закаливания представляет собой два действия – нагревание образца до высокой температуры и его охлаждение.
Только не стоит предполагать, что все элементарно, ведь группы металлов отличаются своеобразной структурой и характеристиками.
Термическая обработка металла своими руками оправдана, если:
Цена профессиональной закалки 1 кг составляет 100-200 рублей. А закалка мелких деталей обойдется дешевле. Цена на эту услугу колеблется от 6 до 20 рублей.
Если закаливать оборудование в домашних условиях, то важно знать некоторые тонкости этого процесса. Нагрев требует равномерности, он должен проходить без появления на предмете черных или синих пятен. Ни в коем случае нельзя нагревать образец до крайнего показателя
Ни в коем случае нельзя нагревать образец до крайнего показателя
Нагрев требует равномерности, он должен проходить без появления на предмете черных или синих пятен. Ни в коем случае нельзя нагревать образец до крайнего показателя.
То, что изделие разогревается правильно, подскажет окрашивание его в яркий красный цвет.
Видео:
Для закалки металлического предмета типа сверла подходит такое оборудование, как электропечь или термо печь, а также паяльная лампа и большой костер.
Что более подходит – печь, электропечь или открытый огонь, зависит от того, какой температуры требует обрабатываемый вид металла.
Когда нужно закалить не всю поверхность металлического предмета, а лишь определенное место, применяется струйная закалка. Она предполагает, что струя холодной воды направляется на объект точечно.
Методика охлаждения сверла, отвертки, зубила или обжимки может быть разной. Ее можно осуществить в несколько ступеней, можно разово и резко или постепенно. Все зависит от вида металла.
Если планируется проводить операцию с одним охладителем, то подготавливается специальное оборудование, вроде ведра или бочки. Для этого подойдет даже ванна.
Когда для понижения температуры предмета из металла нужна двухступенчатая схема охлаждения, применяют две разные среды. Это процедура обеспечивает и отпуск металла.
Так, вначале сверла или дисковые детали охлаждают водой, затем – маслом, которое может быть машинным или минеральным.
Охлаждение с помощью масла осуществляется во вторую очередь, так как есть риск его воспламенения из-за высокой температуры.
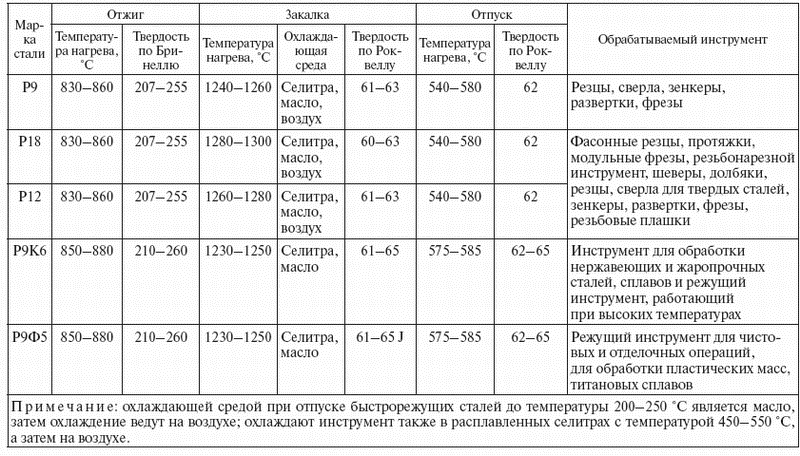
Температурные режимы и другие показатели закалки отражает приведенная ниже таблица.
Как правильно закалить пружину? — Металлы, оборудование, инструкции

Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Термообработка пружин. Статьи компании « ООО
Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры.
В связи с такими условиями работы металл, применяемый для изготовления пружин и рессор, должен обладать, кроме необходимой прочности в условиях статического, динамического или циклического нагружений, достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах (атмосфере пара, морской воде и др.) должен быть также и коррозионностойким.
Не менее важны для металла пружин и рессор также технологические свойства — малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости.
На качество пружин и рессор влияет состояние поверхности прутков, проволоки и полос. Наличие наружных дефектов (трещин, закатов, плен, волосовин, раковин, заусенцев, вдавленной окалины и др.
), а также обезуглероженного слоя снижает упругие и циклические свойства металла.
Поэтому наружные дефекты на поверхности прутков и полос должны быть удалены зачисткой или шлифованием, а глубина обезуглероженного слоя не должна превышать определенной нормы, установленной ГОСТом на рессорно-пружинную сталь.
Для изготовления пружин применяют углеродистые и легированные стали, а для приборов — сплавы цветных металлов, главным образом бериллиевую бронзу. Рессоры изготовляют только из легированных сталей.
Пружины и рессорные листы упрочняют следующими способами:
1) холодной пластической деформацией с последующим низкотемпературным нагревом (отпуском, старением);
2) закалкой с последующим отпуском (упрочнение в результате мартенситного превращения);
3) закалкой с последующим старением (упрочнение в результате дисперсионного твердения).
Упрочнение холодной пластической деформацией.
Для изготовления средних и мелких витых пружин широко применяют патентированную проволоку (диаметром до 8 мм), изготовляемую из среднеуглеродистых сталей с содержанием марганца 0,3-0,6% и сталей 65Г и 70Г с содержанием марганца 0,7-1,0%, а также из углеродистых инструментальных сталей. После навивки в холодном состоянии пружины подвергают низкому отпуску (175- 250° С, выдержка 15-20 мин в зависимости от диаметра проволоки) для снятия напряжений, повышения пределов упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружины.