Шлифовка головки блока цилиндров (гбц)
Содержание:
- Станок для фрезеровки и шлифовки плоскости ГБЦ и блока цилиндров с ЧПУ
- Шлифовка гбц своими руками как отремонтировать megasos фото и видео
- Инструкция
- При помощи чего проводится расточка
- Расточка головки блока цилиндров своими руками
- Основные причины для шлифовки
- Для чего нужна расточка блока цилиндров?
- Подготовка к шлифовке
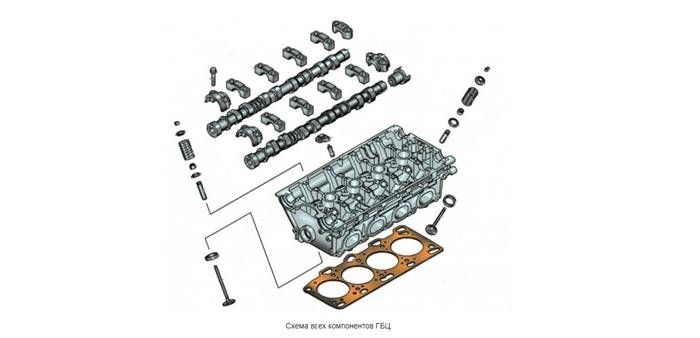
- Детали камеры сгорания
- Что не стоит полировать
- Почему нужно делать диагностику ГБЦ методом опрессовки
- При каких симптомах нужно задуматься об опрессовке ГБЦ
- Как производят опрессовку ГБЦ
- Ответы на частые вопросы клиентов
- м. Алтуфьево
- м. Царицыно
- Наши акции:
- Подготовка головки блока к шлифовке
- Народные способы
- Увеличение диаметра седла клапана
- Что в итоге
Станок для фрезеровки и шлифовки плоскости ГБЦ и блока цилиндров с ЧПУ
http-equiv=»Content-Type» content=»text/html; charset=utf-8″>ass=»full_description»>Станок предназначен для мокрого шлифования плоскости, при этом есть опциональная возможность фрезеровки плоскостей деталей как из чугунных так и из алюминиевых сплавов. Допустимые габариты обрабатываемой детали позволяют работать практически с любым двигателем наземного транспорта и многими деталями от силовых установок водного транспорта. Данный станок значительно увеличит возможности любого предприятия, связанного с металлообработкой, при этом не создаст сложностей и приятно удивит простотой обращения и скоростью производимых работ. Станок оснащен числовым программным управлением, что позволяет производить обработку с наибольшей точностью.
Подробнее
Доступно для заказа.
3 100 000 руб.*
* — Цена актуальна на дату: 11.11.2020
Шлифовка гбц своими руками как отремонтировать megasos фото и видео
Смотрите видео
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки гбц. Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Далее снимаем со шкива ремень грм, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала.
Шлифуем гбц в гаражных условиях повторять опасно
Замена клапанов гбц процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки. Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя.
Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое. Притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена. Нужно соотносить размер поверхности к определённому диаметру круга, тогда залог успеха вам 100% обеспечен.
Шлифовка головки двигателя мастер класс
Для установки новых втулок вам потребуется: оправка для установки; смазка (можно использовать обычное моторное масло); молоток. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки гбц и предварительной промывки клапанов. Белым лучше алюмений тереть, он нежней и не оставляет глубоких рисок, зелёный по сильней и средние риски. Планирую взять круг диаметром 250мм 25а пп 250х16х32 f60 (25) см — (электрокорунд белый) или млжет стоит взять 64с (карбид кремния зеленый) ?
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Всё получится, сложного нет нечего, главное равномерно тереть и круг выбрать соответствующего диаметра под определённый размер обрабатываемой поверхности. Но все эти нюансы мы рассматривать не будем, а остановимся на самых характерных поломках крупных узлов и элементов.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
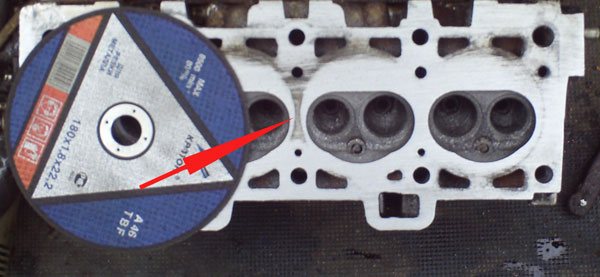
Фото 1. Дефекты на внутренней части ГБЦ до фрезеровки
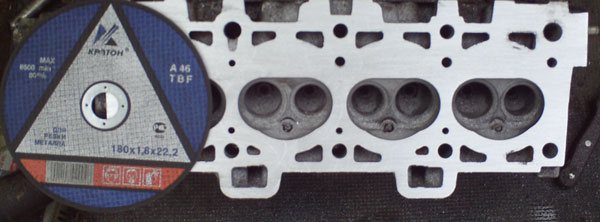
Фото 2. Внутренняя плоскость ГБЦ после шлифовки без дефектов
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
https://youtube.com/watch?v=BjAk10uAPlQ
Расточка головки блока цилиндров своими руками
Для этого нужно выполнить следующие действия:
- На подготовленный и отцентрированный деревянный чурбак наматывают крупнозернистую наждачную бумагу.
- Наждачную бумагу смазывают маслом для облегчения манипуляции и вручную проводят расточку.
- Если чурбак легко входит в цилиндр, то на него нужно положить слой бумаги, а сверху намотать наждачную бумагу.
- Деревянная оправка должна с усилием и проворотом входить в цилиндр.
- Далее подставляем бумагу, не забывая проверять, как входит в цилиндр, в заранее купленный новый поршень.
- Как только видим, что поршень можно втиснуть в цилиндр, то расточку прекращаем и занимаемся шлифовкой более мелкой наждачной бумагой.
Способ крайне брутальный и неточный. При его применении мы не сможем обеспечить сносность цилиндров, точность расточки и правильно нанести сетку хона.
Уточняем, какие есть ремонтные размеры поршней для двигателя и измеряем цилиндры. Если на цилиндрах Вашего автомобиля есть глубокие задиры, которые по расчётам не снимутся расточкой в один ремонт, то придётся растачивать на второй ремонтный размер. После расчётов, или уже после расточки приобретаем комплект поршней и колец необходимого ремонтного размера. Производим разборку блока (можно, конечно, обратиться на СТО для проведения всего спектра услуг, но полный сервис будет стоить намного дороже).
Основные причины для шлифовки
Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Будет полезно: Что такое строкер двигателя?
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Подготовка к шлифовке

Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
Детали камеры сгорания
Доработанный впускной и выпускной клапан. Камера сгорания. Днище поршня. Невооруженным глазом не видно но под микроскопом, с виду гладкий металл выглядит, как горные массивы с массой выступов и впадин. Полировка сглаживает эти неровности тем самым фактическая площадь контактирующей поверхности уменьшается. При полировке металла уменьшается площадь контакта сгоревших газов с поверхностями внутри камеры сгорания, благодаря чему уменьшается отдача тепла и газы при расширении смогут совершить больше полезной работы, ведь если температура газа понижается понижается и его давление, что ведет к потере мощности.
Еще один плюс вытекающий из первого:
Так как тепла в металл уходит меньше, понижается температура рабочих поверхностей (поршня, клапанов, камеры сгорания) что благотворно сказывается на детонационной стойкости двигателя и стойкости к перегревам. Так-же, полировка и сглаживание всех острых углов, уменьшает аэродинамическое сопротивление при движении газов на впуске и выпуске. (особенно при прохождении через узкие щели, при начальном открытии впускного клапана, продувке, итд) Полировка препятствует отложениям нагара, уменьшает концентрацию напряжений, понижая возможность образования трещин в камере сгорания и клапанах. Для тех кому полировка кажется трудным делом. Совет! Попробуйте полировать специальным фетровым кругом к болгарке. Стоит около 100 руб. На больших оборотах, с помощью обычной пасты гои, полировка идет очень быстро и доставляет массу удовольствия!

Что не стоит полировать
Впускные и выпускные каналы полировать не стоит. Во первых из за труднодоступности полировать внутренние каналы очень долго и нудно. Во вторых на впуске из за очень гладкой поверхности образуется пленка из бензина которая периодически срывается в поток образуя неравномерную работу двигателя на малых нагрузках. Особенно пагубно сказывается полировка для двигателя с карбюраторной системой питания и моновпрыска, так как топливовоздушная смесь движется через весь впускной тракт, полностью проходя по впускным каналам. Для каналов достаточно шлифованной гладкой поверхности, без ненужной, а иногда и вредной полировки.
Почему нужно делать диагностику ГБЦ методом опрессовки
Опрессовка головки блока цилиндров является неотъемлемой частью качественного капитального ремонта двигателя. Она позволяет выявить неисправности системы охлаждения двигателя, скрытые дефекты ГБЦ, такие, как трещины, свищи или пористость металла и отталкиваясь от обнаруженных дефектов можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров.
Читать далее
При каких симптомах нужно задуматься об опрессовке ГБЦ
Даже будучи не специалистом в автоделе можно по первичным признакам догадаться о неисправности системы охлаждения двигателя, которая может быть связана с выходом из строя головки блока цилиндров. Такими признаками являются:
- Постоянное снижение уровня охлаждающей жидкости в расширительном бачке системы охлаждения двигателя. При этом нет никаких видимых подтеков и следов на месте парковки.
- Характерный белый налет как на масляном щупе, так и в расширительном бачке. Это происходит из-за смешивания масла двигателя с охлаждающей жидкостью, образуя эмульсию.
- Белый дым из выхлопной трубы со сладковатым запахом, так же свидетельствует о неисправности в системе охлаждения. В большей мере проявляется при нагреве выхлопной системы.
При выявлении любого из этих признаков, специалисты Oem-zap рекомендуют незамедлительно обратится в технический центр для более подробной диагностики системы охлаждения и для проверки ГБЦ на герметичность. И как показывает практика, основанная на многолетнем опыте работ, простой осмотр деталей может не выявить неисправности, поэтому и необходимо производить опрессовку ГБЦ со снятием ее с двигателя.
Как производят опрессовку ГБЦ
Опрессовку головки блока цилиндров производят на специальном стенде, оснащенным всем необходимым оборудованием, которое включает в себя:
- большую ванну с крышкой;
- нагревательные элементы, которые позволяют нагревать ГБЦ почти до рабочей температуры;
- подъемным и поворотным механизмом плиты, к которой крепится ГБЦ
- панель управления с датчиками температуры и давления.
Снятую с двигателя головку блока цилиндров моют от всех загрязнений, потом закрепляют на поворотном столе, предварительно заглушив все каналы системы охлаждения резиновыми заглушками, которые прижимаются плексигласовой пластиной (толстое оргстекло) для лучшей видимости утечек. Погружают в заранее подогретую до 60-70 градусов ванну с водой и оставляют на 30-40 минут, чтобы головка блока цилиндров нагрелась, это обязательное условия для более правильной диагностики, т.к. при нагреве детали трещины расширяются и воздуху, подающему под высоким давлением (до 6 атмосфер), легче пройти через микротрещины, которые могут не проявляться на холодной детали.
По результату проведенной опрессовки ГБЦ можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров. Если пузырьки воздуха при созданных условиях не проявились, значит ГБЦ не имеет существенных трещин и ее ремонт целесообразен, а если пузырьки воздуха проявились, то, в большей степени, дальнейший ремонт ГБЦ не целесообразен и ее придется заменить.
Специалисты Oem-zap не рекомендуют производить самостоятельно опрессовку ГБЦ в домашних условиях, т.к. результаты таких проверок не всегда верны из-за невозможности создания идеальных рабочих условий, которые создаются температурой и высоким давлением. Всегда есть возможность привести свою ГБЦ в наш технический центр, наши специалисты проверят ее по полному технологическому процессу и предложат дальнейшую шлифовку привалочной плоскости ГБЦ, если она пройдет тест опрессовки.
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Источник
Увеличение диаметра седла клапана
Одним из самых действенных видов тюнинга для головки блока, считается увеличение диаметра впускных и выпускных клапанов. Операция очень спецефическая требует подбора новых клапанов, седел клапанов и спецефического оборудования для совершения этой процедуры. Эффект увеличения клапанов можно получить и методом расточки диаметра клапанного седла на некоторую небольшую величину (по обстоятельствам) Рабочее место уплотнения клапанов смещается при этом к краю тарелки клапана. Величина на которую по максимуму можно расточить седла зависит от конкретного двигателя, толщины и диаметра седла. Обычно чем меньше клапаны и чем совершеннее двигатель, тем на меньшую величину можно расточить седла. В любом случае если вы увеличите диаметр седла на 0.75 — 1.2 мм надежность двигателя от этого не пострадает, но пропускная способность увеличится, как от аналогичного увеличения диаметра клапана с седлами.
К стати, если внутренний диаметр седел увеличен, то не обязательно оставлять прежние клапана, можно заменить их на новые, с большим диаметром тарелки.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
https://youtube.com/watch?v=CIOcEfi8qa8
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Источник