Коленчатый вал
Содержание:
- Виды и составные части коленчатых валов
- Коленчатый вал это конструкция, короче много раз изогнутая железяка
- Как выглядит
- Конструкция
- Для чего необходим
- Признаки и причины износа
- Форма коленчатого вала
- Виды
- Устройство коленвала автомобиля, устройство коленчатого вала
- Нажимной диск сцепления с кожухом в сборе
- Полировка коленвала своими силами
Виды и составные части коленчатых валов
На большинстве автомобильных двигателей применяют полно опорные коленчатые валы, т.е. каждая шатунная шейка расположена между двумя коренными. Таким образом, полно опорный вал имеет коренных шеек на одну больше чем шатунных. Полно опорные валы двигателей (Зил-130, КамАз-740, ВАЗ-2108) отличаются большой жесткостью, что повышает работоспособность КШМ. В машиностроении на автомобильных двигателях получили применение еще и неполно опорные коленчатые валы. В отличии от полно опорного коленчатого вала здесь шесть шатунных шеек и четыре коренных. Такие коленчатые валы устанавливаются на двигателя автомобилей ГАЗ-52-04. Например на легковых автомобилях семейства ВАЗ устанавливаются литые, чугунные, пяти опорные коленчатые валы (предусмотрена возможность пере шлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75; и 1мм) с использованием двухслойных вкладышей, хорошо работающих в двигателях с большой частотой вращения коленчатого вала и большими нагрузками. Такой коленчатый вал показан на (рис 1.1.1) .
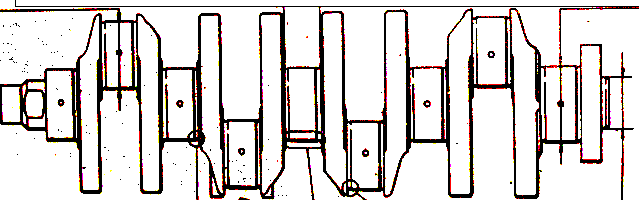
Рисунок 1.1.1 — Коленчатый вал двигателя автомобиля ВАЗ-2108
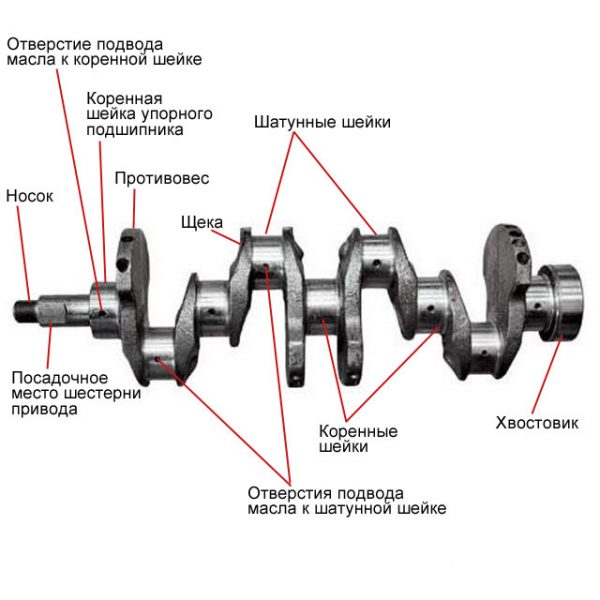
Коленчатые валы имеют еще свое различие по своей форме и строению. Форма коленчатого вала зависит от числа и расположения цилиндров, порядка работы и тактности двигателя. Например, рабочий цикл в однорядном четырехцилиндровом и шестицилиндровом двигателе совершается за два оборота коленчатого вала, т.е. за поворот вала на 720. Колена коленчатого вала расположены в трех плоскостях под углом 120.Шестицилиндровый V-образный двигатель располагает колена коленчатого вала в трех плоскостях под углом 120 одно к другому также как и в восьмицилиндровом V-образном двигателе но под углом 90. Форма. На рисунке 1.1.2 приведен полно опорный коленчатый вал двигателя автомобиля ЗИЛ-130. Коленчатый вал этого двигателя выполнен по крестообразной схеме (если смотреть с торца вала). Первая и четвертая шатунные шейки коленчатого вала направлены в разные стороны и лежат в одной плоскости. Вторая и третья шейки направлены в разные стороны, лежат в одной плоскости, но перпендикулярной первой. Перекрытие шеек составляет 22мм (перекрытие шеек применяется для повышения жесткости и надежности коленчатого вала). Диаметр шатунной шейки 65,5 мм, а коренной 74 мм. Данный коленчатый вал состоит из следующих частейкоренные 7 и шатунные 3 шейки, щеки 8, противовесы 4, передний конец 1 и задний конец (хвостовик) с маслоотражателем 5, маслосгонной резьбой и фланцем 6 для крепления маховика .

Коленчатый вал это конструкция, короче много раз изогнутая железяка
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
Рекомендуем: Регулировка фар своими руками
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Основные элементы КВ
К основным элементам относятся:
- Коренная шейка – это главная часть узла, которая находится на коренных подшипниках (вкладышах), расположенных в картере;
- Шатунная шейка – соединяет коленчатый вал с шатунами. Смазываются шатунные механизмы через специальные масляные каналы. Шатунные шейки смещены в стороны;
- Щеки коленвала – соединяют коренные и шатунные шейки;
- Противовесы – уравновешивают вес поршней и шатунов;
- Передняя, фронтальная часть или носок – элемент механизма, оснащенный зубчатым колесом (шкивом) и шестерней, а в отдельных случаях еще и гасителем колебаний. Он контролирует мощность привода газораспределительного механизма (ГРМ) и других устройств;
- Задняя часть (хвостовик) – элемент механизма, соединенный с маховиком с помощью маслоотражающего гребня и маслосгонной резьбы, выполняет отбор мощности.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Конструктивные особенности
Теперь вы знаете, что кроме серийных, есть и спортивные коленвалы. Они дают возможность ускорить ход поршня в крайней точке сжатия, благодаря специальной форме шатунных шеек. У стандартного вала они круглые, а у спортивного ‒ немного вытянутые, за счет этого характеристики двигателя изменяются.
Поздравляю вас, господа. Теперь вы в курсе, что коленчатый вал это не только тяжелая железяка, но и незаменимая деталь, от которой зависит комфортная езда, ресурс двигателя и его узлов.
А ещё она обеспечивает многие устройств автомобиля крутящим моментом: трансмиссию, генератор, карданы, и так далее до колес.
Конечно рассказывать об этом своей любимой девушке не обязательно, а вот друзьям автомобилистам через социальные сети сообщите. Пусть тоже читают наш блог – будет много интересного.
Как выглядит
Как видно на фото, этот элемент имеет довольно сложную форму. Его основными составными частями являются:
- коренные шейки;
- шатунные шейки;
- щеки;
- противовесы.
Коренные (опорные) шейки служат для опоры коленвала в так называемых «постелях». В них крепятся не смещающиеся в процессе работы подшипники, обеспечивающие вращение. Поскольку на коренные шейки приходятся более значительные нагрузки, их диаметр больше, чем у шатунных.
Шатунные шейки (колена) – это опорные поверхности шатунов. С учетом порядка работы цилиндров колена смещаются относительно оси вращения на определенные углы.
Если коленчатый вал сконструирован так, что по обе стороны от каждой шатунной шейки находятся опорные, то он называется полноопорным, в противном случае – неполноопорным. В современных автомобильных двигателях наибольшее распространение имеют именно полноопорные коленвалы.
Колена соединены между собой щеками. Противовесы, являющиеся продолжениями щек в сторону противоположную колену, уравновешивают центробежные силы, возникающие при вращении. Внутри коленвала имеется масляные каналы, при помощи которых происходит смазка шатунных шеек.
Из каких материалов и как изготавливается
Материал и технология производства зависят от класса и назначения автомобиля:
- Для стандартных серийных автомобилей коленчатый вал отливается из чугуна, этим достигается минимальная себестоимость производства.
- Коленвал более мощных и спортивных машин кованый и изготовлен из стали. По сравнению с чугунным он обладает улучшенными характеристиками по таким параметрам, как габариты, вес и прочность.
- Самый дорогостоящий вариант, использующийся в люксовых моделях, – коленчатый вал, выточенный из цельного куска стали.
Место перехода щек в шейки является самым нагруженным, так как здесь концентрируются максимальные напряжения. Для того чтобы разгрузить соединение, его выполняют с полукруглым переходом (галтелью). Как правило, галтели делают двойными с промежуточным технологическим пояском. Такое конструктивное решение позволяет сохранить максимальное значение активной площади шеек – поверхности, находящей под вкладышами.
Как раз по причине возникновения высоких нагрузок в соединениях, не нашел широкого применения коленчатый вал составной конструкции, в котором отдельные части соединены между собой крепежом.
https://youtube.com/watch?v=bDmXZ_xZLUw
Конструкция
Вкладыш коленвала представляет собой составную деталь из двух плоских металлических полуколец. В паре они полностью охватывают шейку коленвала. На одном из торцов полукольца имеется замок, с его помощью вкладыш фиксируется в посадочном месте. В упорных подшипниках делаются буртики — боковые стенки, которые также позволяют фиксировать деталь и не дают валу смещаться по оси.
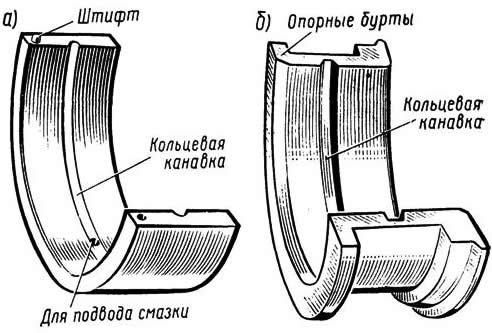
В полукольцах имеется одно или два отверстия, через них осуществляется снабжение смазкой. На вкладышах, которые находятся со стороны масляного канала, делается продольная бороздка, по ней смазка поступает к отверстию.

Подшипник имеет многослойную структуру, в его основе — пластина из стали. С внутренней (рабочей) стороны на нее нанесено антифрикционное покрытие, обычно состоящее из нескольких слоев. Можно выделить два конструктивных подвида вкладышей — биметаллические и триметаллические.
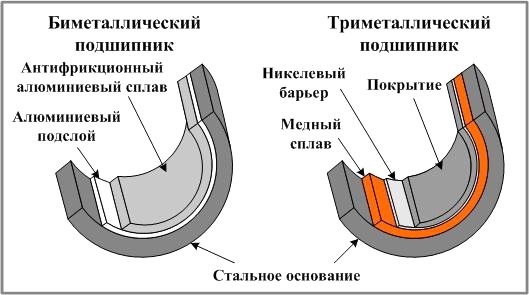
У биметаллических на стальную основу толщиной от 1 до 4 мм нанесено антифрикционное покрытие 0,25…0,4 мм. В его составе обычно мягкие металлы — медь, олово, свинец, алюминий в разных пропорциях. Также возможны добавки цинка, никеля, кремния и иных веществ. Между основой и антифрикционным слоем часто имеется алюминиевый или медный подслой.
У триметаллического подшипника есть еще один тонкий слой из свинца с добавлением олова или меди. Он препятствует коррозии и снижает изнашивание антифрикционного слоя.
Для дополнительной защиты в процессе транспортировки и приработки на полукольца с обеих сторон может наноситься напыление из олова.
Структура вкладышей коленвала не регламентирована какими-либо стандартами и может отличаться у разных производителей.
Для чего необходим
При помощи кривошипно-шатунного механизма двигателя возвратно-поступательное движение поршней цилиндров двигателя переходит во вращательное движение и передается через трансмиссию к колесам автомобиля. Коленчатый вал как раз и нужен для того чтобы выполнить такое превращение. При работе каждый из поршней четырехтактного двигателя постоянно находится в одном из тактов:
- впуск;
- сжатие;
- рабочий ход;
- выпуск.
В фазе рабочего хода поршень толкает связанный с ним шатун, а тот, в свою очередь, смещает коленчатый вал. Так реализуется вращение. Следующий по порядку работы цилиндров двигателя поршень в это время сжимает горючую смесь и после ее воспламенения толкает свой шатун, в результате чего коленчатый вал непрерывно вращается.
Маховик
К заднему, если смотреть со стороны расположения ремней/цепей механизма газораспределения, концу коленвала через фланец при помощи болтов крепится маховик – массивный чугунный диск с напрессованным зубчатым венцом (см. фото). Для того чтобы маховик не смещался и не нарушалась балансировка, предусмотрены центровочные штифты или специальные болты, расположенные несимметрично. Для предотвращения утечек масла на фланец маховика устанавливается дополнительное уплотнение (сальник).
Маховик накапливает энергию, необходимую для поддержания равномерного вращения в промежутках между воспламенениями горючей смеси в цилиндрах и выводит поршни из мертвых точек (крайних верхних и нижних положений поршня в цилиндре). Зубчатый венец маховика связан с шестерней стартера. При пуске двигателя маховик проворачивается стартером, придавая валу начальное вращение. Наконец, именно через маховик на узлы и агрегаты трансмиссии передается вращательное движение.
Носок
В передней части коленвала, называемой «носком», устанавливается шкив или шестерня привода газораспределительного механизма, элементов системы охлаждения и других агрегатов (см. фото). Носок уплотняется кольцевой манжетой (сальником). Кроме того, с внешней стороны носка в крышке двигателя устанавливается пылеотражатель, препятствующий проникновению загрязнений в картер.
Источник
Признаки и причины износа
Теперь перейдем непосредственно к типам повреждений, которые способствуют износу вкладышей и выходу их из строя.
Попадание инородных тел
Признаки. Признаком попадание инородных тел или грязи является ситуация, когда возникает локальное повреждение рабочей поверхности на вкладыше. В некоторых случаях также возможно небольшое (меньшее) повреждение на обратной стороне детали. Как правило, мусор или грязь на поверхности вкладыша являются первопричиной дальнейшего износа. Поэтому нужно как можно раньше выявить указанную неисправность. В противном случае износ распространится дальше, и повреждена будет значительная площадь поверхности, вплоть до 100%.
Причины. Как указывалось выше, причиной такой ситуации является попадание грязи или мусора между вкладышем и его опорой. Из-за этого также возникает образование мест с большим масляным давлением, в которых разрушается масляная пленка. В свою очередь это приводит к разрушению поверхности вкладыша в процессе его эксплуатации.
Методы устранения. В первую очередь необходимо выполнить проверку поверхностей опоры вкладыша и вала на предмет выявления на них повреждений. Если они есть — их необходимо устранить. После этого нужно убедиться, что поверхности чистые. Особенно это касается случая, когда устанавливаются новые вкладыши.
Грязевая эрозия
Признаки. Признаком грязевой эрозии является наличие задир или вкраплений грязи. Иногда и то и другое. В особо запущенных случаях грязевая эрозия может переместиться на области около масляных отверстий.
Причины. Причиной в данном случае является некачественное масло, в составе которого есть грязевые примеси или абразивные материалы.
Устранение. Необходимо проверить работу всех движущихся деталей двигателя. Особенно тщательно нужно проверить систему смазки. Имеет смысл также проверить систему очистки масла и воздуха (в первую очередь фильтры). При сборке двигателя нужно не допускать попадания в него грязи. После всего нужно обязательно поменять масло на новое.
Коррозионное истирание
Признаки. Речь идет о наличии коррозионного истирания на задней стальной поверхности вкладыша. Как правило, следы коррозии располагаются ближе к соединению половинок корпуса вкладыша.
Причины. В данном случае причин может быть несколько. Среди них:
- Снижение усилия запрессовки. Это приводит к незначительным перемещениям корпуса вкладыша относительно поверхности их опоры.
- Крепежные болты были слабо затянуты при монтаже.
- На контактных поверхностях опоры вкладышей имеются инородные тела.
- Продолжительная работа двигателя на высоких оборотах (особенно если это проявляется часто).
- Использование вкладышей с неподходящими размерами (шириной).
Форма коленчатого вала
Форма коленчатого вала зависит от количества и расположения цилиндров, их порядка работы и тактов, которые выполняются цилиндропоршневой группой. В зависимости от этих факторов коленвал может быть с разным количеством шатунных шеек. Есть моторы, в которых на одну шейку воздействует нагрузка от нескольких шатунов. Примером таких агрегатов служат ДВС V-образной формы.
Даная деталь должна изготавливаться так, чтобы в процессе вращение на высоких оборотах была максимально минимизирована вибрация. В зависимости от количества шатунов и порядка образования вспышек в коленвалах могут использоваться противовесы, но также существуют и модификации без этих элементов.
Все коленчатые валы делятся на две категории:
- Полноопорные коленвалы. Количество коренных шеек увеличено на оду по сравнению с шатунными. Это обусловлено тем, что по бокам каждой шатунной шейки стоят опоры, которые также служат осью кривошипно-шатунного механизма. Такие коленвалы используются чаще всего, так как производитель может использовать облегченный материал, что влияет на КПД двигателя.
- Неполноопорные коленвалы. В таких деталях коренных шеек меньше, чем шатунных. Такие детали изготавливаются из более прочных металлов, чтобы в процессе вращения они не деформировались и не сломались. Однако такая конструкция приводит к увеличению веса самого вала. В основном такие коленчатые валы использовались в низкооборотных моторах прошлого столетия.
Полноопорная модификация показала себя более легкой и надежной, поэтому ее используют в современных ДВС.
Виды
Что же касается разновидностей распределительных валов двигателя, то их классифицируют в зависимости от расположения и количества на двигателе внутреннего сгорания. Распредвал является ключевым компонентом газораспределительного механизма и всего двигателя. В зависимости от того, как располагается этот элемент, выделяют 2 варианта:
- с нижним расположением;
- с верхним размещением.
Отсюда и разделение моторов внутреннего сгорания с верхним и нижним распредвалов. Когда-то нижнее расположение считалось лучшим и самым оптимальным для автомобильных двигателей. Но они были актуальными до 50-х годов прошлого века. Именно тогда все моторы создавались нижнеклапанного типа. Потому и распределительный вал находился снизу силовой установки. Тарелки клапанов размещались так, что они смотрели вверх. Подобная схема изготовления моторов объяснялась тем, что это проще и дешевле в плане производства. При этом страдал фактор производительности, о чём инженеры догадались несколько позже, когда появился новый вариант размещения распределительного вала. Учитывая объективные недостатки, от старой схемы с нижним расположением постепенно начали отказываться. Ему на смену пришла уже классическая и привычная схема с головкой блока цилиндров и установленными в ней клапанами и распределительным валом. Теперь клапана начали открываться вниз, а схема получила верхнее расположение распредвала.
Хотя нельзя отрицать тот факт, что даже на некоторых современных двигателях продолжают использовать нижневальную систему, где клапана располагаются сверху. Только она значительно усовершенствовалась по сравнению с предшественниками, а потому имеет полное право на существование при грамотной реализации. Двигатели с нижним расположением распределительного вала отличаются тем, что здесь дополнительно предусматривается установка специальных штанг. Они применяются для компенсации расстояния, которое имеется между кулачками распредвала и толкателями клапанов, находящихся в головках цилиндров. Даже несмотря на наличие современных нижневальных двигателей внутреннего сгорания, они считаются устаревшей схемой, а потому большинство автопроизводителей уже давно не используют её в производстве своих силовых агрегатов. Такие методы размещения требуют дополнительных мер, они характеризуются внушительными технологическими ограничениями, не позволяют развивать высокие обороты.
Количество валов
Отдельно рассматриваются виды двигателей в зависимости от того, сколько распределительных валов предусмотрено в их конструкции. Если заглянуть в подкапотное пространство современного силового агрегата, можно встретить несколько вариантов:
- Газораспределительные механизмы (ГРМ), оснащённые только одним распредвалом;
- ГРМ, конструкция которых включает пару распределительных валов;
- Двигатели, где используется более 2 распредвалов.
Именно первые два типа двигателей внутреннего сгорания, где газораспределительный механизм включает 1 или 2 распредвала, являются наиболее популярными и распространёнными. Зачастую количество распредвалов зависит напрямую от количества клапанов на цилиндр. Если у двигателя конструкция предусматривает от 3 и более клапанов, которые приходятся на 1 цилиндр, то здесь скорее всего будет использовать двухраспредвальная схема. Несмотря на наличие таких правил и закономерностей, исключения встречаются всегда и везде. Компания Mitsubishi из Японии выпускает модель Lancer, под капотом которого может размещаться рядный четырёхцилиндровый двигатель, именуемый как 4G18. На каждом цилиндре здесь сразу 4 клапана, но распределительный вал используется всего один. А если взять в качестве примера модель гиперкара Veyron производства компании Bugatti, то есть конструкторы предусмотрели сразу 4 распределительных вала на двигателе.
Есть и другие примеры несколько иного подхода к использованию распредвала и его конструкции. Японские инженеры из компании Honda для своей системы под названием VTEC придумали оригинальный ход. Здесь сразу несколько кулачков отвечают за регулировку высоты поднятия только одного клапана. То есть на каждый из клапанов приходится по несколько рабочих кулачков. Инженеры постоянно работают над усовершенствованием систем газораспределения, повышают эффективность работы ГРМ, меняют фазы. Всё это позволяет повысить производительность двигателя, поднять его максимальную скорость, обеспечить лучшее ускорение. При этом не забывают о вопросах экономии топлива.
Устройство коленвала автомобиля, устройство коленчатого вала
Шлифовка коленвала Коленвал состоит из следующих основных элементов:
- Коренные шейки – опоры вала, лежащие в коренных подшипниках, расположенных в картере двигателя;
- Шатунные шейки – опоры, с помощью которых вал соединяется с шатунами;
- Щёки (цапфы) коленвала – соединяют коренные и шатунные шейки;
- Выходная часть коленвала – часть коленчатого вала, на которой устанавливается шестерня или шкив отбора мощности для привода ГРМ (газораспределительного механизма) и других вспомогательных агрегатов, узлов и систем;
- Противовесы – разгружают коренные подшипники от центробежных инерционных сил первого порядка, вызванных неуравновешенными массами кривошипа и нижней части шатуна.
Коленчатые валы бывают разборные и неразборные. В автомобилях применяются неразборные коленчатые валы.
Нажимной диск сцепления с кожухом в сборе
Диск балансируют статически в динамическом режиме при установке на рабочую поверхность и два диаметрально расположенных отверстия крепления кожуха к маховику, а также путем сверления отверстий диаметром 13,8 мм в бобышках под пружинами на глубину не более 23 мм. Между опорными поверхностями диска и кожуха расстояние должно быть 9,8 мм при допуске параллельности этих поверхностей 0,03 мм. Остаточный дисбаланс должен быть не более 0,005 Нм. После балансировки установочные отверстия нужно пометить. При любой повторной установке по тем же отверстиям дисбаланс должен быть не более 0,009 Нм.
Полировка коленвала своими силами
Кто нибудь держал в руках коленвал от среднеразмерного двигателя автомобиля? Не берем маленькие смешные микролитражки с моторчиками от садового триммера, а говорим о среднем классе автомобилей, ну например, типа Соляриса или Мазды-6? И как вы думаете, сколько весит такая железяка?
Так вот к чему. Практически каждый двигатель, подвергающийся косметическому ремонту, и разбираемый при этом до винтика, требует восстановления рабочих поверхностей шеек коленчатого вала — я еще не встречал практически ни одного мотора, имеющего средний пробег более ста тысяч км и не имеющего рисок или задиров на рабочей поверхности шеек коленчатого вала. И по этому поверхность шеек если и не нужно протачивать под следующий ремонтный размер, то уж шлифовать «под чистую» нужно обязательно. И для этого коленчатый вал необходимо отвезти в специализированную мастерскую, где его установят в специальный станок и произведут прошлифовку поверхностей шеек, упорных полуколец и зоны работы сальников. Оборудование для расточки и шлифовки валов достаточно громоздкое и дорогостоящее, по этому иметь его в каждом сервисе нецелесообразно, но и возить постоянно в спец. мастерскую тяжелые валы неохота.
Для таких целей (восстановительная шлифовка поверхностей шеек и рабочих зон коленвалов) было придумано и изготовлено мобильное (ручное) оборудование, которому нашлось применение и в других отраслях, где необходимо обработать (отшлифовать) выпуклые или цилиндрические поверхности деталей из различного материала — как металла, так и пластика, керамики, камня.
В нашем же случае (автосервиса) необходимость иметь такое устройство было продиктована четко определенной задачей — постоянно таскать в другие мастерские (на мех. завод) коленчатые валы от находящихся в ремонте двигателей и неудобно (напоминаю о том, что весят эти железки немало, и тем тяжелее, чем больше по объему двигатель. А если в ремонте находится двигатель даже легкого грузовика, то удовольствие тут ниже среднего); и еще одна причина — потеря времени на обработку, да и денег отдавать за то, что можно сделать самостоятельно, тоже неохота. Ну так и вот.. был изготовлен универсальный по сути и оптимальный при работе инструмент — ручная ленточная шлифовальная машина сабельного типа. Практически из подручных материалов сварена металлоконструкция, напоминающая смычек, на которой были закреплены два ролика с «ложбинкой» на рабочей поверхности (с бортиками), один из которых сидел на жесткой оси, приваренной к «смычку», а второй — подвижный, с помощью которого можно натягивать установленную шлифовальную ленту. Приводит в движение ленту третий ролик, смонтированный на валу «болгарки» (углошлифовальной машинки), так же имеющего боковые ограничительные бортики. Электродвигатель машинки имеет ручку плавной регулировку скорости вращения, позволяющую изменять скорость движения ленты.
Итак, собрали конструкцию, установили и натянули абразивную ленту. Новая лента требует предварительной «приработки» на любой ненужной детали для устранения возможности повреждения царапинами ответственных поверхностей коленчатого вала. Сам коленчатый вал установлен на подставках — призмах (имеющих V-образный вырез сверху) на пропитанных маслом прокладках из ветоши. Для равномерной обработки поверхности шеек необходимо поворачивать коленчатый вал с небольшой скоростью и равномерно, исключая работу ленты по одной точке. Для вращения можно использовать электромотор с редукторным приводом, понижающем обороты или, как собственно мы и сделали, мощный редукторный шуруповерт на максимально низких оборотах. Помощник шуруповертом плавно проворачивает лежащий в призмах коленчатый вал, в то время, как шлифмашиной, при легком нажатии на деталь, на средних оборотах движения ленты прошлифовывается каждая шейка, по очереди, и рабочая зона сальникового уплотнения хвостовика. Шлифовка шеек занимает в общей сложности порядка 6-7 минут, поверхность шеек имеет однородность и необходимую для работы шероховатость (для удержания на себе масляной пленки), после обработки коленчатый вал промывается, очищаются и продуваются внутренние каналы смазки — оставшийся образив с ленты, попав в рабочую зону трения вкладышей, может натворить немало бед. При осуществлении ремонта двигателя данная операция, произведенная на месте, экономит и деньги, и время — дожидаться возврата после обработки деталей из специализированного предприятия приходилось по нескольку дней! А теперь все быстро, красиво и не отходя от кассы. )))
Заинтересовавшимся описанным устройством можем помочь в приобретении уже готового оборудования, произведенного нами по Вашему индивидуальному заказу.