Опрессовка гбц
Содержание:
- Опрессовка ГБЦ
- Шлифовка гбц своими руками как отремонтировать megasos фото и видео
- Технология опрессовки ГБЦ
- Ремонт клапанных седел
- Для чего нужна проверка ГБЦ и БЦ на герметичность
- Как менять прокладку головки блока цилиндров правильно
- Почему нужно делать диагностику ГБЦ методом опрессовки
- При каких симптомах нужно задуматься об опрессовке ГБЦ
- Как производят опрессовку ГБЦ
- Ответы на частые вопросы клиентов
- м. Алтуфьево
- м. Царицыно
- Наши акции:
- Опрессовка своими руками с применением ванной
- Рабочий процесс опрессовки
- Как проверить плоскость головки блока цилиндров.
- Для чего нужна проверка ГБЦ и БЦ на герметичность
- Подготовка блока к операции
- Технология сваривания
- Применяемое оборудование
- Общая технология опрессовки
Опрессовка ГБЦ
Перед тем, как приступить к ремонту двигателя, необходимо проверить головки блока цилиндров и возможно сделать опрессовку, так как эта часть двигателя взаимосвязана с другими механизмами и выявление причины поломки важно на ранних стадиях диагностики автомобиля.. Опрессовку ГБЦ необходимо производить в следующих случаях:
- Ремонт в связи с перегревом двигателя.
- Ремонт двигателя с чугунной ГБЦ.
- Заварка дефектов в ГБЦ из лёгких сплавов для проверки качества проведенных работ.
- При установке б/у ГБЦ.
Преимущества опрессовки на нашем автосервисе:
1.Скорость выполнения услуги до 3 минут.
2.Точность проведения процедуры.
3.Диагностика механизмов сопряжённых с ГБЦ, а также проверка герметичности втулок клапанов.
Основные этапы опрессовки ГБЦ:
- Герметизация. Герметизация детали нужна для точности проведения опрессовки. Для этого устанавливают резиновую прокладку и вставку из оргстекла. Затем устанавливают заглушки на боковые поверхности ГБЦ.
- Подача воздука. Через снабжённую штуцером заглушку на специальной установке внутрь полости ГБЦ подают воздух под давлением 4 6бар.
- Прогрев детали. В термоизолирующей ванне деталь прогревают до расширения, чтобы проверить вскрывшиеся дефекты. При нагреве металлические детали ГБЦ расширяются раскрывая трещины, из которых выходит воздух, так выявляют дефект.
На наших установках, помимо опрессовки можно проверять герметичность контуров охлаждения и смазки, определить характер дефектов, контролировать герметичность поверхностей втулок клапанов.
Именно поэтому, если Вам необходима фрезеровка и опрессовка головок блоков цилиндров и блоков цилиндров, обращайтесь к нам. В самые кратчайшие сроки ремонт будет проведен и Вы сможете снова использовать транспорт в своих целях.
Расточка блока – это процесс проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной геометрической формы при капитальных ремонтах мотора, либо с целью увеличения мощности.
Данная процедура повышает сохранность всех деталей двигателя. Трение поршневых колец о стенки цилиндра снижается, что положительно сказывается на работе автомобиля. При правильной работе блока не возникает усиленный расход масла.
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить его эффективность.
Гильзовка
Гильзовка блока цилиндров — это технически и технологически сложный процесс, представляющий собой ремонт гильзы. Данный ремонт следует проводить либо по мере износа цилиндров, либо по рекомендации производителя (в зависимости от пробега).
Гильзовка блока цилиндров используется в тех случаях, когда глубина дефектов стенок не позволяет произвести расточку. То есть, повреждения настолько велики, что их невозможно подогнать под последний ремонтный размер.
Во время работы гильза берет весь удар на себя, в чем и состоит смысл ее использования. Своевременно проведенная гильзовка блока позволяет существенно увеличить сроки эксплуатации цилиндров в общей сложности.
Шлифовка гбц своими руками как отремонтировать megasos фото и видео
Смотрите видео
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки гбц. Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Далее снимаем со шкива ремень грм, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала.
Шлифуем гбц в гаражных условиях повторять опасно
Замена клапанов гбц процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки. Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя.
Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое. Притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена. Нужно соотносить размер поверхности к определённому диаметру круга, тогда залог успеха вам 100% обеспечен.
Шлифовка головки двигателя мастер класс
Для установки новых втулок вам потребуется: оправка для установки; смазка (можно использовать обычное моторное масло); молоток. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки гбц и предварительной промывки клапанов. Белым лучше алюмений тереть, он нежней и не оставляет глубоких рисок, зелёный по сильней и средние риски. Планирую взять круг диаметром 250мм 25а пп 250х16х32 f60 (25) см — (электрокорунд белый) или млжет стоит взять 64с (карбид кремния зеленый) ?
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Всё получится, сложного нет нечего, главное равномерно тереть и круг выбрать соответствующего диаметра под определённый размер обрабатываемой поверхности. Но все эти нюансы мы рассматривать не будем, а остановимся на самых характерных поломках крупных узлов и элементов.
Технология опрессовки ГБЦ
Проверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
Ремонт клапанных седел
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Для чего нужна проверка ГБЦ и БЦ на герметичность
Проверка на герметичность проводится при повышенных нагрузках и рабочих температурах. Основные контрольные параметры – это давление и температурный режим.
Важно!Проведение опрессовки необходимо также, если ремонтные работы предусматривают замену ГБЦ или БЦ на новые.
В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости. Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ.

Другой подход к устранению дефекта требуется при появлении трещины внутри мотора. В таких случаях выполняется опрессовка. При ремонте двигателя специалисты советуют проверять как герметичность каналов охлаждения, так и масляных каналов. Такая операция выполняется при частичной или полной разборке силового агрегата.
Статистические данные говорят о том, что дефекты в виде трещин в ГБЦ или БЦ встречаются достаточно часто. Чаще трещины появляются в ГБЦ дизельных двигателях, что объясняется более высоким уровнем нагрузок в моторах такого типа в сравнении с бензиновыми.
Примечание:перед переборкой или капитальным ремонтом двигателя рекомендуется выполнить дефектовку с целью точного определения дефектов. Проверяется также уровень износа элементов газораспределительного механизма, состояние распределительных валов. Эта работа выполняется после демонтажа ГБЦ. Оценивается состояние зеркал цилиндров и элементов КШМ (кривошипно-шатунного механизма).
Однако оценки состояния отдельных элементов разных механизмов часто бывает недостаточно. ГБЦ и БЦ требуют особого внимания. Трещины обычно возникают в зонах самых высоких нагрузок, например, в районе камеры сгорания.
Как менять прокладку головки блока цилиндров правильно

Начнем с того, что снятие головки блока цилиндров на некоторых моторах является сложной и трудоемкой процедурой, которая требует слива техжидкостей, демонтажа отдельных агрегатов и узлов. При замене прокладки ГБЦ необходимо убедиться в том, что головка имеет максимально ровную плоскость прилегания к блоку цилиндров.
На прилегающих поверхностях не допускается наличие грязи, глубоких царапин и других дефектов. Если головка блока шлифовалась, тогда необходимо отдельно учитывать толщину снятого слоя с прилегающей поверхности.
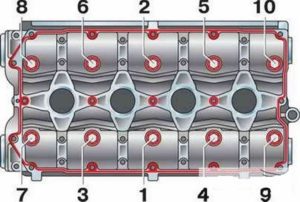
В обязательном порядке необходимо соблюдать рекомендуемую последовательность и усилие во время затяжки болтов ГБЦ. Для получения точных данных завод-изготовитель двигателя и производители прокладок головки блока цилиндров предоставляют схему, по которой необходимо производить затяжку крепежей. Также указывается рекомендуемое усилие (момент) затяжки. Добавим, что при замене прокладки ГБЦ рекомендуется также заменить болты крепления. После выкручивания при последующей затяжке с должным усилием старые шпильки не выдерживают нагрузки, в результате чего болт ломается.
В том случае, если шпилька ГБЦ обломалась, но прокладка не прогорела, тогда отломанную часть необходимо выкрутить. После этого болт в обязательном порядке меняется на новый. Для удаления сломанного болта можно воспользоваться простым способом, который предполагает приваривание при помощи сварки к остатку болта металлической трубки. Указанная трубка должна иметь меньший диаметр сравнительно с болтом. Трубка прикладывается к сломанной шпильке и обваривается изнутри. На верхнюю часть трубки можно также наварить гайку, после чего без особых трудностей удается выкрутить сломанную шпильку.
https://youtube.com/watch?v=UUUvEQXUK1M
Нужно ли протягивать ГБЦ после замены прокладки

Как уже было сказано выше, в процессе замены прокладки повышенное внимание уделяется болтам крепления, а также правильности затяжки. Головку необходимо затягивать только с рекомендуемым усилием по четко определенной схеме (последовательности)
Перетяжка или недостаточное затягивание являются недопустимыми.
Перетянутые болты ГБЦ могут привести к тому, что произойдет отрыв головки крепежного болта. Потеря прижимного усилия будет означать, что головка блока не прилегает достаточно плотно, происходит потеря герметичности и прокладку снова пробивает.
Что касается протяжки ГБЦ после замены прокладки, данную процедуру желательно провести после нескольких десятков километров пробега. Водитель на протяжении этого времени обязан внимательно следить за двигателем и его работой. Мотор с новой прокладкой должен устойчиво работать во всех режимах, выхлоп должен быть чистым, рабочая температура двигателя не превышать допустимую.
Головку нужно обязательно протянуть в том случае, ели замечены потеки в области стыка с блоком цилиндров. Для этого необходимо воспользоваться динамометрическим ключом и произвести затяжку с тем усилием, которое рекомендуется производителем автомобиля для протяжки головки на конкретном двигателе.
Почему нужно делать диагностику ГБЦ методом опрессовки
Опрессовка головки блока цилиндров является неотъемлемой частью качественного капитального ремонта двигателя. Она позволяет выявить неисправности системы охлаждения двигателя, скрытые дефекты ГБЦ, такие, как трещины, свищи или пористость металла и отталкиваясь от обнаруженных дефектов можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров.
Читать далее
При каких симптомах нужно задуматься об опрессовке ГБЦ
Даже будучи не специалистом в автоделе можно по первичным признакам догадаться о неисправности системы охлаждения двигателя, которая может быть связана с выходом из строя головки блока цилиндров. Такими признаками являются:
- Постоянное снижение уровня охлаждающей жидкости в расширительном бачке системы охлаждения двигателя. При этом нет никаких видимых подтеков и следов на месте парковки.
- Характерный белый налет как на масляном щупе, так и в расширительном бачке. Это происходит из-за смешивания масла двигателя с охлаждающей жидкостью, образуя эмульсию.
- Белый дым из выхлопной трубы со сладковатым запахом, так же свидетельствует о неисправности в системе охлаждения. В большей мере проявляется при нагреве выхлопной системы.
При выявлении любого из этих признаков, специалисты Oem-zap рекомендуют незамедлительно обратится в технический центр для более подробной диагностики системы охлаждения и для проверки ГБЦ на герметичность. И как показывает практика, основанная на многолетнем опыте работ, простой осмотр деталей может не выявить неисправности, поэтому и необходимо производить опрессовку ГБЦ со снятием ее с двигателя.
Как производят опрессовку ГБЦ
Опрессовку головки блока цилиндров производят на специальном стенде, оснащенным всем необходимым оборудованием, которое включает в себя:
- большую ванну с крышкой;
- нагревательные элементы, которые позволяют нагревать ГБЦ почти до рабочей температуры;
- подъемным и поворотным механизмом плиты, к которой крепится ГБЦ
- панель управления с датчиками температуры и давления.
Снятую с двигателя головку блока цилиндров моют от всех загрязнений, потом закрепляют на поворотном столе, предварительно заглушив все каналы системы охлаждения резиновыми заглушками, которые прижимаются плексигласовой пластиной (толстое оргстекло) для лучшей видимости утечек. Погружают в заранее подогретую до 60-70 градусов ванну с водой и оставляют на 30-40 минут, чтобы головка блока цилиндров нагрелась, это обязательное условия для более правильной диагностики, т.к. при нагреве детали трещины расширяются и воздуху, подающему под высоким давлением (до 6 атмосфер), легче пройти через микротрещины, которые могут не проявляться на холодной детали.
По результату проведенной опрессовки ГБЦ можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров. Если пузырьки воздуха при созданных условиях не проявились, значит ГБЦ не имеет существенных трещин и ее ремонт целесообразен, а если пузырьки воздуха проявились, то, в большей степени, дальнейший ремонт ГБЦ не целесообразен и ее придется заменить.
Специалисты Oem-zap не рекомендуют производить самостоятельно опрессовку ГБЦ в домашних условиях, т.к. результаты таких проверок не всегда верны из-за невозможности создания идеальных рабочих условий, которые создаются температурой и высоким давлением. Всегда есть возможность привести свою ГБЦ в наш технический центр, наши специалисты проверят ее по полному технологическому процессу и предложат дальнейшую шлифовку привалочной плоскости ГБЦ, если она пройдет тест опрессовки.
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Опрессовка своими руками с применением ванной

Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Как проверить плоскость головки блока цилиндров.
Ремонт головки цилиндров как вы понимаете это долгий нудный, требующий особой внимательности труд. Если думаете что это как два пальца обоссать, сильно ошибаетесь. Расскажу почему. Для начала головку нужно снять, на некоторых автомобилях проще снять двигатель целиком, нежели же снять только головку. Снятую головку необходимо тщательно отмыть соляркой или лучше бензином,а совсем хорошо было бы положить ее в ванну с каустической содой.
Далее визуальный осмотр и диагностика. Алюминиевые головки имеют такую особенность или свойство — после перегрева плоскость головки цилиндров немного искривляется, после чего прокладка ГБЦ (головки блока цилиндров) начинает в небольших или больших количествах пропускать масло и воду. Масло и охлаждающая жидкость могут просачиваться как наружу (в результате двигатель становится грязным и всем своим видом показывает что нуждается в ремонте), так и во внутрь двигателя, где охлаждающая жидкость будет попадать в поддон картера и смешиваться с моторным маслом, превращаясь в моторный яд, который ушатает двигатель вашей машины очень быстро.
Необходимо проверить плоскость, у меня для этого есть специальная линейка идеально плоская, изготовленная на заводе сверхточных приборов специально для измерения неровностей плоских поверхностей. Чем может замерить плоскость ГБЦ человек у которого нет такого прибора я даже незнаю… Но если все же найдете что либо подходящее с идеально ровной поверхностью, то делаете следующее: 1. Отчищаете плоскость головки от нагара, накипи и остатков старой прокладки ГБЦ. 2. На очищенную плоскость ГБЦ ставите ваш «измерительный прибор» вдоль длины головки и смотрите зазор между прибором и плоскостью ГБЦ, двигаете прибор по всей плоскости, ставите по диагонали и снова высматриваете зазор. Если зазора нет, то плоскость ГБЦ в порядке; если есть зазор 0.5-1мм, то головку лучше торцануть или если позволяют финансы поставить новую. если зазор больше 2мм, то головку нужно реставрировать, то есть торцевать обязательно. При торцевании ГБЦ снимается искривленный слой плоскости, после чего ГБЦ можно снова использовать. P.S. Водитель, который проверяет масло в моторе хотя бы раз в неделю, увидев, что масла стало в два раза больше, а радиатор полупустой просто дольет в радиатор еще тосола и поедет дальше, через несколько дней попадет на ремонт и запчасти.
yamotorist.ru
Для чего нужна проверка ГБЦ и БЦ на герметичность
Проверка на герметичность проводится при повышенных нагрузках и рабочих температурах. Основные контрольные параметры – это давление и температурный режим.
Важно!Проведение опрессовки необходимо также, если ремонтные работы предусматривают замену ГБЦ или БЦ на новые. В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости
Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ
В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости. Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ.
Другой подход к устранению дефекта требуется при появлении трещины внутри мотора. В таких случаях выполняется опрессовка. При ремонте двигателя специалисты советуют проверять как герметичность каналов охлаждения, так и масляных каналов. Такая операция выполняется при частичной или полной разборке силового агрегата.
Статистические данные говорят о том, что дефекты в виде трещин в ГБЦ или БЦ встречаются достаточно часто. Чаще трещины появляются в ГБЦ дизельных двигателях, что объясняется более высоким уровнем нагрузок в моторах такого типа в сравнении с бензиновыми.
Примечание:перед переборкой или капитальным ремонтом двигателя рекомендуется выполнить дефектовку с целью точного определения дефектов. Проверяется также уровень износа элементов газораспределительного механизма, состояние распределительных валов. Эта работа выполняется после демонтажа ГБЦ. Оценивается состояние зеркал цилиндров и элементов КШМ (кривошипно-шатунного механизма).
Однако оценки состояния отдельных элементов разных механизмов часто бывает недостаточно. ГБЦ и БЦ требуют особого внимания. Трещины обычно возникают в зонах самых высоких нагрузок, например, в районе камеры сгорания.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается. С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева. Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины. Шов формируется небольшими участками, длиной до 15 см за проход. Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Источник
Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.