Сварка силумина аргоном
Содержание:
- Как заварить силумин
- Выполняем сварку силумина
- Особенные свойства
- Как производить сварку силумина в домашних условиях?
- Особенности сплава
- Как спаять силумин в домашних условиях
- Пайка силумина в домашних условиях – Справочник металлиста
- Как работает аргонодуговая сварка?
- Характеристики популярных марок
- Принципы склеивания силумина
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва. Кроме текучести, сварке силумина препятствуют:
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Негативно сказывается на сварочном процессе большая часть легирующих добавок. Особенно характерен с этой стороны цинк. Чем выше его содержание, тем сложнее сваривание, при 5% и выше, сварка связана с такими сложностями, что становится бессмысленной.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Как производить сварку силумина в домашних условиях?

Металл получил свое название по созвучию названий образующих его элементов.
Сил — кремний (силициум по латыни), плюс — алюминий (алуминиум). Результатом стал силумин — сплав алюминия с кремнием.
Прочность и соответственно стоимость сплава колеблется в разы. Дешевые изделия (различного рода фурнитура, украшения) иногда ломаются голыми руками. Вместе с тем, подобные по составу сплавы образуют корпуса двигателей, силовые элементы станков, технологического оборудования.
Что такое силумин чем можно сварить этот металл, мы рассмотрим в нашей статье.
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.
Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва.
Кроме текучести, сварке силумина препятствуют:
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
Особенности сплава
Силумин – это сплав алюминия и кремния, а кремний влияет на плохую свариваемость. Но примеси железа и титана дают возможность качественного сварного соединения. Марки материала силумин различны. Дешевые составы из Китая буквально плавятся при воздействии высокой температуры. Но изделия известных торговых марок выполняются из более качественного материала.
Среди особенностей силумина следует отметить следующее:
- высокая прочность;
- высокая износостойкость;
- коррозионная стойкость.
У каждого изделия имеется ресурс работы, после которого происходит его разрушение. Соединить элементы можно методами, описанными выше. Склеиваются декоративные изделия. Если к изделию не будут прилагаться значительные внешние усилия, то соединение можно произвести пайкой. Пайка силумина осуществляется при помощи специальных припоев. В основном применяются припои для алюминия: ЕR4043, Harris52, HTS2000.

Изделие из силумина, требующее сварки
Пайку тонкостенных изделий производят мощным электрическим паяльником. Толстостенные же детали разогреть под силу только с использованием газобаллонного оборудования. Процесс протекает при температуре свыше 200°С. Но для предотвращения перегрева деталей используются металлические (стальные) подкладки.
Как спаять силумин в домашних условиях
/ Техника сварки
Назад
Время на чтение: 2 мин
168
Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Примечание. Силумин – это кремнийсодержащий сплав в основе которого лежит алюминий. Из него производят разные изделия замысловатых форм.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
- Силуминовая сварка с применением аргона
- Как правильно сварить силумин
- Сварка силумина аргонодуговым методом: все «за» и «против»
Свойства алюминия как металла и проводника
Алюминий стоит в периодической таблице сразу за натрием и магнием — активными, даже горючими на воздухе, металлами. Поэтому он и является легким и очень активным металлом. Теплопроводность и электропроводность его ниже, чем у меди. Но так как алюминий легче меди, изделия из него там, где важны именно эти свойства, при той же массе получаются геометрически большими по размерам. И за счет конвекции теплоотвод от алюминиевых деталей может быть больше, чем от медных.
Активность алюминия работает против пайки — стандартной операции электрического и механического соединения многих металлов. Потому что активность такова, что он на воздухе немедленно окисляется. И покрывается непрошибаемой пленкой корунда — Al2O3. Другие соединения алюминия тоже очень прочны, что делает добычу этого самого распространенного в земной коре металла энергозатратной: на выработку 1 тонны алюминия нужно затратить 17 мегаватт/часов электроэнергии.
Только у нас в стране это не оказалось препятствием к большим объемам выработки и широкому применению этого металла.
Кроме собственно алюминия используются сплавы на его основе — дюраль и силумин.
Если чистый алюминий идет в основном на электротехнику, то из сплавов делают различные изделия: из силумина — литые вещи (мясорубки, посуда), упорные конструкции, из дюраля — каркасы, корпусные детали, монтажные профили.
Сплавы, казалось бы, работают против извечного врага пайщиков алюминия — оксидной пленки — и они должны паяться хорошо. Однако сама пайка дюраля и силумина нарушает ценные свойства этих сплавов в местах соединения, что делает пайки непрочными и быстро разрушаемыми.
О пайке алюминия
Поэтому паять алюминий нужно именно как таковой, а изделия из его сплавов можно попробовать спаять, но только там, где особых требований на механическую прочность вещей, которые паяются, не ожидается.
Пайка силумина в домашних условиях – Справочник металлиста
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
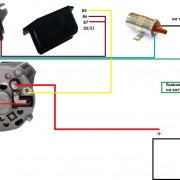
Как работает аргонодуговая сварка?
Схема аргонно-дуговой сварки алюминия.
Аргонодуговая сварка объединила в себе электрическую и газовую сварку. Электрическая дуга является источником нагрева, посредством которой расплавляются и свариваются кромки сплава.
Аргон почти не участвует в реакции с силумином и другими газами в месте работы дуги, потому его и называют инертным.
Однако есть одна особенность: в процессе сварки на обратной полярности от атомов аргона происходит отделение электронов, поэтому среда в месте работы дуги становится плазмой, проводящей электрический ток.
Сварка аргоном в домашних условиях возможна посредством как плавящегося, так и неплавящегося . Данный метод позволяет надежно соединить материалы из силумина.
Аргонная горелка
Сердцем аргонной горелки является неплавящийся электрод, выполненный из вольфрама, выступающий за пределы корпуса горелки на 2-5 мм. Держатель для электрода расположен внутри горелки. Перед тем как приступить к работе, свариваемые детали необходимо хорошо прогреть.
Вольфрамовые электроды
Вокруг электрода устанавливается керамическое сопло, из которого поступает аргон. Также необходима присадочная проволока из силумина. Перед тем как приступить к свариванию, нужно тщательно зачистить поверхность деталей шабровкой, металлической щеткой или пескоструйным аппаратом и обработать химическим раствором, а именно промыть кромки каустической содой или бензином. Таким образом удастся свести к минимуму возможность образования оксидной пленки. Если вы отдаете предпочтение соде, то потом необходимо промыть деталь проточной водой.
Схема устройства горелки для сварки.
Сначала на свариваемую деталь подается «ноль», как и при электросварке. Если детали небольшого размера, «ноль» можно подвести к металлической поверхности. Присадочная проволока подается отдельно. Перед тем как купить присадочную проволоку, следует ознакомиться с физико-химическими свойствами силумина.
В правой руке следует держать горелку, а в левой – присадочную проволоку. На корпусе горелки должна быть установлена кнопка, при нажатии на которую подается ток и газ. Газ следует подавать за 15 сек до начала работы. Далее нужно опустить горелку с электродом максимально близко к поверхности свариваемых частей сплава для того, чтобы появилась электрическая дуга, которая расплавляет присадочную проволоку и кромки свариваемых частей детали. В конце сварочного процесса производится заваривание кратера путем снижения силы тока. Для этого используется реостат, а газ следует перекрывать через 10 сек после завершения работ.
Вольфрамовый электрод необходимо держать максимально близко к поверхности свариваемых деталей для создания наиболее короткой дуги. Таким образом достигается большая глубина проплавления силумина и более качественный шов. Присадочную проволоку необходимо подавать постепенно, проводя медленно горелкой вдоль шва, от этого зависит качество шва.
Не следует быстро подавать присадочную проволоку, поскольку это приведет к разбрызгиванию сплава. Ее следует подавать под углом перед горелкой, не допуская поперечных движений для обеспечения ровного и узкого шва.
Характеристики вольфрамовых электродов.
Важно отметить, что зажигание дуги при не допускается касанием о свариваемую поверхность. И вот почему
Из-за высокого потенциала ионизации аргона не удается в полной мере ионизировать расстояние между силумином и электродом за счет искры от касания.
При использовании плавящегося электрода ситуация несколько иная: при попытке зажечь дугу посредством касания о поверхность в зоне сваривания появляются пары железа с более низким потенциалом ионизации, чем у аргона. Происходит загрязнение электрода из-за касания им поверхности свариваемых деталей.
Чтобы зажечь дугу неплавящимся электродом, необходим осциллятор, подключение которого нужно выполнить параллельно источнику питания.
Посредством осциллятора на электрод подаются импульсы высокого напряжения и высокой частоты, благодаря чему происходит ионизация дугового промежутка. Напряжение в сети 220 В и частоту 55 Гц осциллятор преобразует в 2000-6000 В с частотой 150-500 кГц, благодаря чему легко зажечь дугу.
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
-
WURTH Liqu >
COSMO PU-200.280
Принципы склеивания силумина
Инструкция:
- Очистить металлические поверхности от грязи, ржавчины, налета. Это можно сделать с помощью щетки по металлу, наждачной бумаги.
- Протереть поверхности ацетоном, чтобы удалить жировую пленку.
- Подождать пока обработанные места высохнут. Смешать компоненты клеевого состава.
- Нанести клей тонким равномерным слоем на поверхности.
- Соединить детали вместе. Прижать руками, сжать в тисках или придавить чем-либо тяжелым.
- Вытереть сухой ветошью лишнюю клейкую массу.
Использовать склеенную деталь можно только через сутки.
Если нет возможности использовать сварку или отсутствует практический опыт работы со сварочным аппаратом, возникает проблемы с выбором способа соединения металлических поверхностей между собой. Для склеивания можно использовать специальные однокомпонентные или двухкомпонентные составы
Важно подготовить металлические поверхности, выполнить склейку строго по инструкции