Что из себя представляет холодная сварка?
Содержание:
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва
Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
Окончательное закрепление
В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.
Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
Период склеивания
Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки
Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.
О особенностях сварки смотрите в следующем видео.
Разновидности
Прежде чем мы будем рассматривать варианты применения, необходимо ознакомиться с разновидностями этого материала и способами его нанесения.
- Точечный материал используется для работы с шинами, ручками, накладками, применяется для изготовления ребристых охладителей.
- Шовная сварка используется в герметичных конструкциях. Сфера ее применения огромна и разнообразна. Такая сварка удобна в работе и демонстрирует высокую надежность соединения. Работа с этим материалом подразумевает использование контурных пуансонов.
- Стыковой способ нанесения выручает при производстве колец и соединении проводов концами.
- Тавровый метод позволяет соединять латунные шпильки и алюминиевые выводы, например, с трансформаторных обмоток, шинопроводов электровозов.
- Сварка сдвигом выручает при ремонте системы отопления и водоснабжения, в случае работы с переходниками в ж/д линиях электроперед
- Жидкий материал состоит из двух компонентов, которые требуется смешать друг с другом. Выполняется соединение клея и отвердителя перед нанесением на поверхность.
- Пластилинообразный материал выпускается в виде бруска. Он может быть однородным или состоять из нескольких слоев. Перед работой брусок нужно перемешать и хорошо размягчить.
В основе следующей классификации лежит целевое назначение материала.
- Сварка для работы с металлами имеет в своем составе металлическую составляющую. Такой материал подходит для работы с любыми металлами и соединяет их ничуть не хуже обычной сварки.
- Материал для ремонта автомобильных деталей состоит из металлического компонента, способен выдерживать высокие рабочие нагрузки, может работать при высокой температуре и морозе.
- Универсальный клей способен соединять все материалы без исключения. При таком преимуществе сварка является менее прочной по сравнению с узконаправленными вариантами.
- Для работы в особых условиях, например, под водой, выпускаются специализированные составы.
Виды
Подбор состава холодной сварки зависит во многом от целевых установок в применении. Консистенция, вид, свойства клеящего средства должны соответствовать материалам и условиям эксплуатации изделия, тогда результат будет успешным. Основные направления в использовании холодной сварки:
- в ремонте автомобиля;
- в работе с изделиями из металла;
- в работе с другими материалами (деревом, полимерами);
- соединение частей в особых условиях, где традиционные способы не применимы.
Существуют универсальные составы сварки, которые отличаются многообразием использования.
Различная консистенция влияет на особенности применения:
- жидкую массу смешивают с наполнителем перед началом работы;
- массу пластилинообразную (в виде бруска) разминают и перемешивают, если она двухслойная. Через 5 минут сварка готова к применению по корректировке и соединению деталей. Спустя час, после затвердевания состава, можно зачищать изделие, сверлить, обтачивать.

Холодную сварку для металла различают по видам:
- Точечная. С ее помощью наносят медные пластинки на провода из алюминия для надежности электроконтактов, изготавливают ребристые охладители на замену прессованным в полупроводниковом оборудовании и т.д.
- Шовная. Применяют для герметизации тонких стенок корпусов оборудования. Сварка производится с помощью контурных пуансонов.
- Стыковая. Используют для соединения проводов, колец.
- Тавровая. Соединяют латунные шпильки с выводами из алюминия обмоток трансформаторов и др.
- Сдвигом. Применяют холодную сварку для труб системы отопления, на железнодорожных линиях передач для переходников.
Сварку, предназначенную для металла, успешно применяют в ремонте автомобилей (трещина бензобака или выхлопной трубы), сантехнических устройств. Компоненты состава обеспечивают защиту от бензина, антифриза, масла. Но следует заметить, что соединения надежны при условии лишь небольших нагрузок.
Холодную сварку для пластика применяют реже, в случае оперативного ремонта. Она наименее надежна, но пользуется спросом для временного решения проблемы.
Особое место занимает холодная сварка для видов линолеума:
- тип А;
- тип С;
- тип Т.
Первый тип А – это сварка жидкой консистенции с высоким содержанием растворителя. Подходит для соединения листов нового линолеума с ровными краями, которые склеиваются путем небольшого растворения среза. Если щели между полосами достаточно большие, то лучше применить клей типа С.
В составе С меньше растворителя, он гуще. Зазоры до 4 мм можно заполнить клейкой массой. Идеально подходит в соединении листов старого линолеума.
Тип Т холодной сварки используется в соединении многокомпонентных видов линолеума, коммерческой разновидности. Шов отличается эластичностью и надежностью.
Как пользоваться холодной сваркой для металла?
На каждой упаковке имеет довольно подробная инструкция, как правильно использовать холодную сварку. Для понимания, как поступать в конкретном случае, нужно рассмотреть реальный процесс.
| Произошло ЧП. При движении автомобиля по неровной дороге пробит поддон картера автомобиля. Моторное масло вытекло. Дальнейшее движение своим ходом невозможно. Выход следующий: слить все остатки имеющегося масла; очистить поверхность от жира и иных наслоений; из холодной сварки изготовить две лепешки; одну постараться разместить во внутреннем пространстве; вторую приклеить снаружи. Чтобы создать более прочное соединение, способное выдержать испытание дольше, нужно использовать любую ткань. Ее замешивают в смеси при промешивании композиции. В прилагаемых фотографиях подобное не сделано. | |
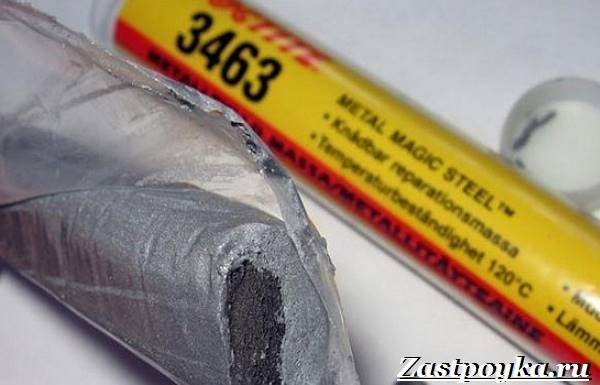
| Приобретенная ХС уложена в тубу. Она предназначена для соединения с металлом. В составе имеется металлическая крошка. | |
| После разминания и наклейки на поддон картера защитная заплатка выглядит вот так. Внутрь была засунута первая лепешка. К ней снаружи прилепили вторую. Всю смесь размазали по поверхности. На этом этапе можно было упрочить заплатку, если использовать сеточку или ткань. Их прилепляют снаружи. Тогда гарантированный пробег автомобиля будет выше. Через час после ремонта можно залить масло и доехать до станции технического обслуживания. Там с помощью аргоновой сварки производится ремонт. Автомобиль послужит еще достаточно долго. |
Довольно интересный вариант использования в прилагаемом видео.
https://youtube.com/watch?v=Sj5uJcbv5Ak
Ремонт смесителя с помощью холодной сварки
| В работе смесителя обнаружилась течь. Тонкая струйка воды стала вырываться из корпуса смесителя.Она расположена на тыльной стороне. Поэтому решено попробовать выполнить ремонт с помощью холодной сварки. | |
| Работу нужно выполнять только после полного снятия смесителя. Мастеру следует максимально облегчить доступ к поврежденному месту. Место, куда придется приклеить небольшое количество ХС, зачищается напильником. Можно использовать абразивную шкурку. Сначала поверхностный слой снимается крупным зерном, потом обрабатывают с помощью мелкого зерна. | |
| Для обезжиривания поверхности можно использовать обычный этиловый спирт. Некоторые пользуются уайт-спиритом. Можно даже с помощью автомобильного бензина выполнять обезжиривание поверхности. Следует намочить небольшой фрагмент ткани и протереть поверхность будущей склейки. | |
| Данная холодная сварка рекомендована для металлических деталей. Инструкция сообщает пользователю последовательность действий для получения надежного результата. | |
| Отрезается небольшое количество от «колбаски».Оставшуюся ХС следует снова поместить в герметичную упаковку. Тогда она не потеряет свои свойства. В течение гарантийного срока холодная сварка может использоваться для восстановления работоспособности и других деталей. | |
| Для удобства работы руки желательно намочить. Еще лучше – это работать в латексных перчатках. Тогда вероятность аллергии (бывает и такое) будет сведена к минимуму. Нужно размять отрезанную часть ХС. Ее сдавливают, складывают получаемые лепешки в несколько слоев и снова разминают.Чем качественнее будет выполнено разминание, тем равномернее распределятся клеящие вещества по всей массе. Соответственно, прочность соединения окажется выше. | |
| С некоторым усилием нужно прижать размятый фрагмент холодной сварки к месту, где имеется течь. Желательно в течение некоторого времени усилие распределять по всей массе кусочка. | |
| Можно растянуть так, чтобы поверхность сцепления была максимальной. Тогдакачество ремонта будет лучше. | |
| Через час можно проверить прочность заплатки. Здесь отверткой или иным твердым предметом трут по поверхности. Убедившись, что смесь застыла, можно устанавливать смеситель на место. | |
| После завершения ремонта прибор установлен на место. Следов течи нет. Не видно и заплатки. |
Как соединить линолеум холодной сваркой
Одним из самых популярных запросов в Яндексе и Google является правило склеивания линолеума при помощи холодной сварки. Напольный линолеум пользуется популярностью, и поэтому при его укладке в больших помещениях возникает необходимость склеивания швов. Для этого применяется специальная холодная сварка для линолеума, а сам процесс приклеивания двух листов выполняется по следующей схеме:
- Сначала необходимо обеспечить идеальное стыкование двух листов линолеума. Достигается это путем наложения двух частей внахлест, с выступом не менее 5 см. Этот выступ нужен, чтобы место стыка не имело свободного пространства. Место нахлёста необходимо проклеить малярным скотчем, а затем при помощи острого строительного ножа произвести удаление верхней и нижней части выступов линолеума. Проклеивать малярным скотчем не обязательно, но рекомендуется, так как при этом место соединения не будет смещаться. Этим простым способом достигается высокая точность соединения
- На следующем шаге нужно также воспользоваться малярным скотчем, и проклеить место стыка с двух сторон снизу и сверху. Проклеивать нижнюю часть также не обязательно, но это позволит исключить приклеивание линолеума к влагозащитной пленке. Сверху проклейка малярной лентой выполняется для того, чтобы исключить попадание холодной сварки на декоративную часть материала
- На месте стыкования нужно прорезать линию в скотче, через которую будет вноситься холодная сварка
- Взять в руки тюбик специального клея для линолеума, и наносить его в место стыка при помощи тонкой иголочки, закрученной на тюбик. Если клей будет выходить за пределы соединения, то его следует оперативно удалять при помощи тампона
- Кроме этого способа, есть и другой, который заключается в том, что на одну торцевую часть линолеума наносится равномерный слой клея, а затем выполняется его укладка и соединение со вторым листом. Этот способ подходит, если место стыка имеет практически незаметный шов, который не позволяет провести по нему тонкой иглой
Время застывания клея составляет не менее 2 часов, поэтому рекомендуется выдержать это время, и только после этого к удалению малярной ленты. Если на месте шва имеется выступ клея, то его можно удалить при помощи канцелярского ножа или шпателя.
Это интересно! Зачистку шва рекомендуется выполнять не раньше, чем через 5 часов, пока клей полностью не застынет.
https://youtube.com/watch?v=A5XFE6hCQX8%3F
Клеящий состав «Abro»
Эпоксидный состав холодной сварки для металла, высокотемпературная водостойкаявязкой консистенции, наносится как шпаклевка. Содержит стальной порошок, что придает компонентам прочность и термоустойчивость, влагостойкость и прочность. Родина бренда США.
Характеристики:
- Цвет шва чёрный;
- Упаковка круглый пластиковый контейнер;
- Работает до температуры + 260°С.;
- Размер упаковки, 110x30x30 мм.
- Вес в упаковке, 60 гр.
Благодаря качественным характеристикам применяется для временного ремонта ответственных деталей автомобиля, таких как:
- заделка трещин картера,
- ремонт течи банки аккумулятора,
- различного рода повреждений корпусных деталей,
- трещины в головке и блоке цилиндров
Кроме хороших термических свойств “Abro” влагоустойчива и подходит для ремонта в домашних условиях трещин сантехнических изделий, течи труб, заделки трещины керамических плит, фаянсовых унитазов, корпусов бачков. Холодная сварка для металла высокотемпературная маслостойкая применяется для ремонта выхлопных коллекторов и выхлопных труб.
После того как компоненты полностью затвердеют допускается его механическая обработка напильником, наждачной бумагой или любым резцовым инструментом. Возможно применение для восстановления части утерянной части вазы, или металлического осколка.
Область применения
Пластик в последние годы все чаще применяется в различных видах техники и прочих областях. Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
- Ремонт пластмассовых корпусов приборов;
- Шпаклевка бамперов на автомобилях;
- Ремонт удочек для рыбалки;
- Заделка течи в пластиковых трубах;
- Склеивание пластмассовых элементов.
Стоит отметить, что клей холодная сварка для пластика способен присоединять к нему и другие материалы, что расширяет сферу его применения.
Подходящие марки
Существует много марок, которые могут подойти к данному делу. Ведь здесь выдвигаются не столь высокие требования как, к примеру, к холодной сварке для нержавейки. Одной из наиболее простых в применении и распространенных марок является ЕР380. Она обладает следующими параметрами:
|
Параметр |
Значение |
| Крепость соединения |
3 500 PSI |
| Максимальная рабочая температура |
93 градуса Цельсия |
| Время застывания |
15 минут |
| Время схватывания |
4 минуты |
| Объем |
14 мл |
Помимо этого имеется еще более надежный вариант, которым является холодная сварка для пластика Poxipol. Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
|
Параметр |
Значение |
| Испытание на сдвиг |
237 Н |
| Напряжение на отрыв |
5,4 МПа |
| Время первичного застывания |
1 час |
| Время сохранения пластичного состояния |
10 минут |
| Время полного застывания |
24 часа |
| Максимальная сила среза соединения |
993 Н |
| Среднее напряжение среза |
2,2 МПа |
Выбор холодной сварки для пластмассы
Подбор подходящей марки является достаточно сложным делом, так как на рынке существует масса различных вариантов, которые трудно перечислить. Чтобы сделать правильный выбор, требуется ориентироваться по техническим параметрам изделия. Если планируется эксплуатация при высоких температурах, то желательно узнать, какую температуру выдерживает холодная сварка, так как нередко она оказывается более низкой, чем у самого пластика, что может воспрепятствовать нормальной работе.
Особенности холодной сварки пластика
Одним из главных параметров является крепость соединения, так что нужно знать данные на разрыв и сдвиг, в зависимости от того, каким нагрузкам будет подвергаться изделие. Крепость соединения также способствует сопротивлению вибрационным нагрузкам. Если вам требуется средство для быстрого ремонта, то нужно подбирать материал с быстрым засыханием. Разброс в данном параметре составляет от 3 до 15 минут.
Инструкция по применению
Инструкция по применению холодной сварки для пластика требует четкого выполнения порядка действий. Первым этапом является подготовка поверхности, которая будет соединяться. Обработка осуществляется при помощи растворителей и наждачной бумаги, чтобы убрать жир и увеличить площадь соединения. Без обезжиривания качество соединения начинает резко падать.
Подготовка поверхности для холодной сварки пластика
После этого нужно отмерить количество используемой холодной сварки, так как после размешивания она уже не сможет применяться повторно. При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
После нанесения на поверхность нужно придавить смесь чем-либо. Если соединяются трубы, то желательно использовать жгут. В ином случае можно сделать какой-либо пресс самостоятельно.
Меры безопасности
Как и многие другие материалы, холодная сварка для пластика требует выполнения определенных мер безопасности. Ведь это не самое безопасное средство для здоровья. Следует избегать следующих ситуаций:
- Попадание состава массы в глаза человека или на открытые участки кожи;
- Хранение средства под прямыми лучами солнечного света;
- Вести работы со смесью без защитных средств, таких как перчатки и очки;
- Хранение в доступном для детей месте;
- Контакт холодной сварки с продуктами питания и другими посторонними предметами, с которыми потом будет контактировать человек.
При попадании смеси на слизистую оболочку нужно как можно быстрее промыть ее водой. После этого желательно обратиться к врачу. Если произошел контакт с кожей, то это не так страшно и можно обойтись тщательным вымыванием при помощи мыла.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.
Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.
Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.
К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Меры безопасности
Компоненты, из которых состоит смесь, отличаются высокой химической активностью и сильно раздражают кожу и слизистые оболочки действием. При попадании внутрь организма они вызывают опасное для жизни отравление. Поэтому при работе необходимо строго соблюдать меры безопасности:
Обязательно работать в резиновых или пластиковых перчатках
Обязательно работать в резиновых или пластиковых перчатках.
При работе с составом для пластика обязательно попробуйте действие компонентов на материал перчаток. Если они растворяются — перчатки следует взять из другого материала.
Работать в защитных очках или в прозрачном защитном щитке
Особенно важно соблюдать этот пункт при работе снизу от ремонтируемого объекта — автомобиля, трубопровода и т.п., чтобы исключить попадание кусочков вещества на лицо и слизистые глаз и рта.
В случае случайного попадания на кожу — немедленно промыть большим количеством чистой проточной воды
В случае попадания внутрь организма — выпить много жидкости, лучше молока и немедленно обратиться к врачу.
Беречь от детей! Игра с похожим на пластилин веществом может закончиться в больнице или в морге.
Не применять для ремонта посуды и емкостей, контактирующих с пищей.
Обзор лучших производителей
Poxipol
Холодная сварка Poxipol – универсальный двухкомпонентный ХС.
В основном используется при соединении различных материалов. Получаемый шов не отличается от металлосварного.

В тубе А – эпоксидка, модификатор и наполнитель.
В тубе В – третичный амин, наполнитель и меркаптановая смола (отвердитель).
.
.
Для повышения прочности добавляют металлическую стружку.
.
При склеивании деталей их сжимают на несколько минут. Для устранения мелких дефектов сжимание не требуется. Через 10 минут после склеивания нельзя корректировать положение склеенных деталей – это ухудшит качество шва.
.
Застывшие швы выдерживают контакт с кислотами, даже серной и соляной.
Швы сохраняют эластичность.
Продолжительная эксплуатация в любой среде.
Шов плохо переносит вибрацию, длительный контакт с пламенем.
Смесь достаточно дорога – от 250 до 630 руб.
.
Penosil
Холодная сварка Penosil – двухкомпонентная на эпоксидной основе.
. .

Существует в 4-х видах: для пластика, металла, дерева, работ под водой.
Чаще применяется в домашних условиях для экстренных реставрации и ремонта.
Цены от 270 до 300 руб.
.
Zollex
Холодная сварка Zollex – необходимый состав для каждого автомобилиста. Ею можно устранить любые пробои и прорывы в авто. Для ремонта не потребуется сливать воду, бензин, масло.

Очень демократичные цены – до 50 руб.
Алмаз
Холодная сварка Алмаз – отечественного производства. Универсальна, имеет как удобные моменты в работы, так и не очень.
Удобна фасовка в цилиндрики самых разных объёмов. Неудобна же необходимость мочить холодной водой руки, вследствие липкости белой наружной основы (серая сердцевина).
Кроме отвердителя и эпоксидки содержит минеральный и металлический наполнители.

Плюсы общие для ХС.
Минусы:
• высохший состав хрупок и ломок;
• не достаточно прочен;
• в случае появления комочков при нанесении сразу падает качество;
• к сухой поверхности может прилипнуть;
• срок эксплуатации невелик.
.
Для автомобилей применяется специальный подвид – для ремонта маленьких деталей, сколов.
И есть клей для сантехники – влаго- и термостойкий.
.Цены от 50 до 80 руб.
.
Alteco
Холодная сварка Alteco – сингапурского производства. Двухкомпонентный на эпоксидной основе состав. Не боится влаги, огня, кислот. Быстро затвердевает – 3-5 минут.

Цена от 25 до 45 руб
Линейка довольно разнообразна.

QUICK – двухкомпонентная.
Особенность: суперпрочная поверхность. Применяется и на производстве и в быту. Акцент на металлы, быстрое застывание – 3-5 минут.
Epo Putty А+B – двухсоставная.
Особенность: высокотемпературная. Акцент на бетон, кирпич, прочие стройматериалы. Застывает сравнительно долго – от 30 мин до 2-3 часов.
CLEAR – прозрачный, создаёт суперпрочную поверхность. Застывает быстро – 3-5 мин.
Цены от 50 до 185 руб.
.
Nowax
Холодная сварка Nowax использует разные названия: Быстрая сталь Nowax, Быстрый пластик Nowax… ИЗ названий видна основная область применения.

Цены от 160 руб. и выше.
.
Особенности материала
Клей для металла наиболее эффективен там, где обычную сварку использовать невозможно. Сварочная смесь обладает необходимой пластичностью, чтобы проникать в металл, и за счет этого объединять поверхности.

Данный метод сварки относится к технологиям глубокого пластического деформирования, когда оксидный слой на поверхности разрушается, а интервал между свариваемыми элементами измеряется параметрами кристаллической решетки. Благодаря возрастанию энергетического уровня материалов формируется прочная химическая связь.
При заполнении отверстий часть холодной сварки должна попасть внутрь. Для больших дырок используют латки, которые накладывают сверху и фиксируют клеящим материалом. Готовое соединение может подвергаться зачистке под последующую отделку и покраску, а также механической обработке, включая сверление отверстий и нарезание резьбы.
Холодная сварка прекрасно работает на конструкциях из черных и цветных материалов, позволяет стыковать их между собой и оперативно устранять течь. А также является идеальным решением для изделий, чувствительных к температурному нагреву.
Соединения, полученные холодной сваркой, имеют значительный ресурс эксплуатации, но при условии отсутствия рабочих нагрузок.
 Клей можно применять при низких температурах
Клей можно применять при низких температурах
Недостатки
- Сварка для батарей рассчитана только на невысокие нагрузки, так что для серьезного ремонта она не пригодна и нужно использовать другие методы;
- Надежность шва во многом зависит от технологии проведения процесса, так как если не были соблюдены все правила, состав может не взяться должным образом;
- При нанесении сварки нужно подстраиваться под заданные температурные режимы;
- К очень долговечным полученные швы нельзя отнести.
Разновидности
Холодная сварка для стальных труб отопления является востребованным средством, которое изготавливает несколько компаний. На рынке имеются как отечественные, так и зарубежные производители, отличающиеся как ценой, так и качеством. Признанными лидерами в этой области являются HI-Gear и Abro. Среди отечественных производителей также имеется несколько специализированных марок, которые имеют пометку «для труб». Среди производителей популярностью пользуются Полимет и Алмаз.
Холодная сварка HI-Gear и Abro
Состав
В состав материала входят следующие элементы:
- Эпоксидная смола – основа для клея, которая придает всей субстанции однородность и пластичность;
- Добавочные компоненты — для улучшения свойство склеивания, такие как сера и прочее;
- Металлический компонент – отвечает за усиление прочности материала в застывшем состоянии и более длительный срок эксплуатации.
Технические характеристики
Характеристики используемого материала являются одними из главных факторов, на который следует обращать внимание. Данная разновидность обладает следующими показателями:
|
Характеристика |
Значение |
| Минимальная температура использования, градусы Цельсия |
-60 |
| Максимальная температура использования, градусы Цельсия |
-150 |
| Время сохранения пластичности, мин | |
| Через сколько времени можно подвергать нагрузке, часы | |
| Масса упаковки, г |
Выбор
Холодная сварка для пластиковых и металлических труб может иметь сильные различия. Разница состоит в укрепляющем элементе, входящем в состав. Для металлических изделий желательно подбирать те варианты, которые совпадают материалом наполнителя с металлом труб. Соответственно, для пластиковых труб отопления не нужно выбирать слишком жесткие марки. В любом случае, для поверхности трубы не подходят жидкие марки.
Холодная сварка труб отопления под давлением будет наиболее крепкой. Для нее используются самые стойкие материалы, у которых высокая прочность на разрыв.
Инструкция для холодной сварки труб отопления
Первым делом подготавливается поверхность, на которую будет наноситься состав. Ее следует очистить от частиц грязи и пыли, чтобы она была максимально чистой. Затем ее нужно просушить. Грязная и мокрая поверхность склеивается в несколько десятков раз хуже. После этого можно отрезать часть стержня от клея, нужную по размеру, и разминать в течение 5 минут, пока она не станет максимально эластичной и мягкой.
Липкую однородную массу нужно нанести на место трещины, протека или другой неполадки, с которой вы имеете дело. Поверхность должна быть полностью покрыта составом. Чтобы разгладить клей, нужно использовать шпатель, или другой подобный предмет.
Меры безопасности
Холодная сварка для ПВЗХ и прочих материалов, как правило, является не безопасной при контакте с кожей и слизистыми оболочками. Не стоит допускать прямого соприкосновения. Работу нужно вести в защитных перчатках. Нож для разрезания затем не стоит применять для пищевых продуктов. При случайном контакте с массой, нужно промыть руки или глаза в проточной холодной воде. Если возникли осложнения, то лучше обратиться к врачу.
Особенности применения холодной сварки
Главной особенностью является большое внимание к подготовительному этапу. От тщательности его проведения зависит, насколько качественно все получится. Даже срок службы холодной сварки для труб отопления зависит от того, насколько хорошо схватится материал
Даже срок службы холодной сварки для труб отопления зависит от того, насколько хорошо схватится материал.